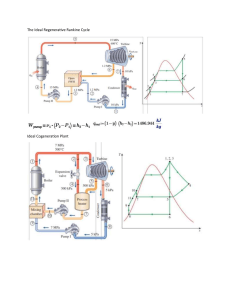
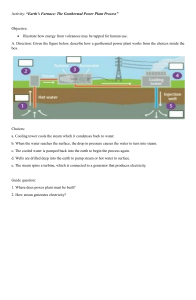
Pre-feasibility study of a Waste to Energy plant in Santiago de Chile
advertisement

Pre-feasibility study of a Waste to Energy plant in Santiago de Chile Marko Amovic & Fredrik Johansson Master of Science Thesis in Energy Engineering. Umeå Institute of Technology (löpnr. som tilldelas) 1 Abstract Chile is facing big challenges concerning electricity production. At present, the majority of the electricity is produced from imported fossil fuels. Renewable sources such as biomass, wind power, solar power, hydropower etc. are considered among the Chilean politicians as the future for a sustainable society. In Santiago where more than a third of all Chileans live, 6 million people, there is a huge need of electricity and thermal energy. Surrounded by the Andes, situated in a valley, the city is heavy polluted from traffic and heavy industries. The population of Santiago daily generates huge amounts of waste that is mainly deposited in sanitary landfills around the city. In the waste there is an unexploited energy potential that has been studied in this thesis. The main objective has been to make a prefeasibility study of a Waste to Energy plant in Santiago. An industrial area in the municipality of Lampa has been chosen as location for the plant. It would, beside electric power, produce steam and district cooling to eight surrounding industries. Economical calculations were made on a 60 MW plant and a 100 MW plant. The optimization has been made in the program, What´s best. The economical study showed that a 60 MW-plant would not be profitable. A 100 MW plant would be profitable with a pay-back time of 12 years and a positive NPV. An environmental study has been made showing that a 100 MW plant would fulfill the region’s air quality laws and contribute to reductions of SO2, NOx, PM, VOC and CO in the air. The greenhouse gases would annually be reduced by 196 935 tonnes CO2eq. 2 Table of Contents Abstract ................................................................................................................................................... 2 Table of Contents .................................................................................................................................... 3 1 Introduction.......................................................................................................................................... 8 1.1 Background of the cooperation between Borlänge Energi/IVL and Chile .................................... 8 1.2 Purpose.......................................................................................................................................... 9 1.3 Limitations ..................................................................................................................................... 9 1.4 Announcements ............................................................................................................................ 9 1.5 Method ........................................................................................................................................ 10 2 Background ......................................................................................................................................... 11 2.1 Chile ............................................................................................................................................. 11 2.1.1 Facts...................................................................................................................................... 11 2.1.2 Economics and social affairs ................................................................................................. 11 2.1.3 Santiago ................................................................................................................................ 11 2.2 Environmental issues................................................................................................................... 11 2.2.1 Climate goals for Chile .......................................................................................................... 13 2.3 Waste Treatment......................................................................................................................... 15 2.3.1 History .................................................................................................................................. 15 2.3.2 Waste disposition ................................................................................................................. 15 2.3.3 Waste generation ................................................................................................................. 16 2.3.4 Waste Collection................................................................................................................... 17 2.3.5 Recycling ............................................................................................................................... 17 2.3.6 KDM, a waste management company ................................................................................. 18 2.3.7 Waste Economy .................................................................................................................... 19 2.3.8 Waste Characterization ........................................................................................................ 19 2.4 Industrial situation ...................................................................................................................... 21 2.5 Chilean laws for emissions from incineration ............................................................................. 22 2.5.1 Laws for Metropolitana Region ............................................................................................ 22 2.6 Energy Industries and Electricity ................................................................................................. 23 2.6.1 Electricity SING and SIC ........................................................................................................ 23 2.6.2 Petroleum ............................................................................................................................. 25 2.6.3 Coal ....................................................................................................................................... 25 2.6.4 Hydroelectric power ............................................................................................................. 25 3 2.6.5 Natural gas............................................................................................................................ 26 2.6.6 Renewable energy resources ............................................................................................... 27 2.6.7 Nuclear power ...................................................................................................................... 28 3 Waste incineration ............................................................................................................................. 29 3.1 Incinerators ................................................................................................................................. 29 3.1.1 Reciprocating grate .............................................................................................................. 29 3.1.2 Fluidized bed ........................................................................................................................ 30 3.2 Flue gas cleaning ......................................................................................................................... 31 3.2.1 Particles ................................................................................................................................ 31 3.2.2 Cyclones................................................................................................................................ 31 3.2.3 Electrostatic precipitators .................................................................................................... 32 3.2.4 Electro venturi filter ............................................................................................................. 32 3.2.5 Fabric filters .......................................................................................................................... 32 3.2.6 NID-reactor and Turbosorp .................................................................................................. 32 3.2.7 NOx reduction ....................................................................................................................... 33 3.2.8 SOx, HCl, furan and dioxin..................................................................................................... 34 3.2.9 System of measuring flue gases in Sweden.......................................................................... 35 3.3 Comparison with Swedish WTE Plants ........................................................................................ 35 3.4 Water treatment ......................................................................................................................... 38 3.4.1 pH-neutralization ................................................................................................................. 38 3.4.2 Ammonia cupellation ......................................................................................................... 38 3.4.3 Precipitation........................................................................................................................ 38 3.4.4 Flocculation ......................................................................................................................... 38 3.4.5 Sedimentation ..................................................................................................................... 39 3.4.6 Filtration .............................................................................................................................. 39 3.5 Cooling towers ............................................................................................................................. 39 4 Steam Production ............................................................................................................................... 41 4.1 Boiler ........................................................................................................................................... 41 4.2 Steam accumulator ..................................................................................................................... 42 4.3 Energy distribution ...................................................................................................................... 43 4.4 The use of steam in industrial processes .................................................................................... 43 5 District cooling .................................................................................................................................... 43 5.1 Background District Cooling ........................................................................................................ 43 5.2 Solutions ...................................................................................................................................... 44 4 5.3 Types of Absorption Cooling Machines (ACM) ............................................................................ 44 5.3.1 Steam fired ACM .................................................................................................................. 45 5.3.2 Ammonia .............................................................................................................................. 46 5.4 Distribution of district cooling ..................................................................................................... 47 6 Results ................................................................................................................................................ 48 6.1 Technique .................................................................................................................................... 48 6.1.1 Incinerator ............................................................................................................................ 48 6.1.2 Flue Gas Cleaning ................................................................................................................. 49 6.1.3 Location ................................................................................................................................ 50 6.1.4. Steam cycle .......................................................................................................................... 51 6.1.5 Distribution ........................................................................................................................... 52 6.1.6 Cooling tower ....................................................................................................................... 57 6.1.7 Energy balances .................................................................................................................... 58 6.1.8 Efficiencies ............................................................................................................................ 60 6.2 Economy ...................................................................................................................................... 61 6.2.1 Investment............................................................................................................................ 61 6.2.2 Operational Costs ................................................................................................................. 61 6.2.3 Results Carbon Credits ......................................................................................................... 62 6.2.4 Landfill versus Incineration................................................................................................... 63 6.2.5 Incomes ................................................................................................................................ 63 6.2.6 Profitability ........................................................................................................................... 64 6.3 The environmental impact .......................................................................................................... 67 6.3.1 Pollutants.............................................................................................................................. 67 6.3.2 Greenhouse gases ................................................................................................................ 68 7 Conclusions ......................................................................................................................................... 70 8 Discussion ........................................................................................................................................... 71 8.1 Politics and social aspects ........................................................................................................... 71 8.2 Climate and environmental ......................................................................................................... 72 8.3 Waste improvements from an incineration point of view .......................................................... 72 8.4 Uncertainties ............................................................................................................................... 72 8.5 Other Solutions............................................................................................................................ 72 8.6 Future .......................................................................................................................................... 73 9 The Authors ........................................................................................................................................ 74 10 References ........................................................................................................................................ 76 5 11 Appendix........................................................................................................................................... 79 Appendix 1......................................................................................................................................... 80 Appendix 2......................................................................................................................................... 81 Appendix 3......................................................................................................................................... 84 Appendix 4......................................................................................................................................... 85 Appendix 5......................................................................................................................................... 87 Appendix 6......................................................................................................................................... 88 Appendix 7......................................................................................................................................... 88 Appendix 8......................................................................................................................................... 89 Appendix 9......................................................................................................................................... 92 Appendix 10....................................................................................................................................... 95 Appendix 11....................................................................................................................................... 98 Appendix 12..................................................................................................................................... 100 Appendix 13..................................................................................................................................... 101 Appendix 14..................................................................................................................................... 102 6 Abbreviations SNCR – Selective non-catalytic reaction SCR – Selective catalytic reaction ESP – Electrostatic precipitator NPV – Net present value IRR – Internal rate of return UN – United Nations IVL – Swedish Environmental Research Institute WTE – Waste to energy MSW – Municipal solid waste RM – Region Metropolitana CONAMA – National Environmental Commission WHO – World health organization EMERES – Empresa Metropolitana de Residuos ACM – Absorption cooling machine AACM – Ammonia driven absorption cooling machine COP – Coefficient of performance GHG – Greenhouse gas PPDA – Plan to prevent the contamination of the atmosphere BFB – Bubbling fluidized bed CFB – Circulating fluidized bed FG – Flue gas SIC – Sistema Interconectado Central SING – Sistema Interconectado Norte Grande ERNC – Renewable energy sources, non conventional CDM – Clean development mechanism UF – Unit of account used in Chile NaOH – Sodium hydroxide NH3 – Ammonia CH4 - Methane N2O – Nitrous oxide SO2 – Sulfur dioxide NOx – Nitrogen oxide PM – Particulate matter VOC – Volatile organic compound CO – Carbon monoxide CO2eq – Carbon dioxide equivalent CO2 – Carbon dioxide ERNC- None-conventional renewable resources 7 1 Introduction 1.1 Background of the cooperation between Borlänge Energi/IVL and Chile Borlänge Energi and IVL, Swedish Environmental Research Institute, have participated in development of waste management practises in Sweden; Borlänge Energi as responsible for waste management in Borlänge municipality, and IVL as consultant and development partner in several municipalities. The two companies have been collaborating, since many years, in international projects in different areas of environment, specifically in the area of solid waste management. Since 1990, Borlänge Energi has been involved in municipal development projects in Chile and has facilitated annual study visits to Swedish municipalities from Chilean municipalities. These visits have taken place in connection with SIDA-financed development projects in areas such as municipal waste treatment, decentralisation actions and environmental work. Waste management has been the focal point in all projects, due to the fact that it is the most concrete environmental matter where the municipalities have direct responsibility. In January 2005 Borlänge Energi and IVL organised a one-day workshop in Santiago. Representatives from 25 national, regional and local organisations as well as companies working with environmental issues participated. The purpose of the workshop was to identify their interest in participating in training courses, which will aim at providing the municipalities and regions with tools for the development of sustainable systems for solid waste management. The workshop served as a forum for an open and interesting exchange of ideas and opinions of what was needed to develop, in Chile, in the area of solid waste management. There was a great interest for continuous exchange in principally two areas: Development of a system for sustainable solid waste management, with focus on material recycling and energy recovery. Management of hazardous waste. After this workshop and until now, several projects have been developed between: the AEPA which is an association of companies and professionals with an environmental interest and IVL/Borlänge Energi. The main projects are: 1. Feasibility study, Establish an incineration plant for waste with energy recovery. 2. Study around different methods of handling sludge. 3. Establish an Environmental Centre between Sweden – Chile in Santiago. 8 1.2 Purpose An increasing amount of waste and a need of new energy resources in Chile, there are several projects about how to develop sustainable systems of treating the waste with energy recovery. Today all waste from the municipalities of Santiago is put on landfills and only a small amount is recycled. This project is aiming to investigate the possibility of incinerating the waste in a waste to energy (WTE) plant. The objectives are: • • • Reduction of the amount of waste that is deposited on landfill. Generation of energy from a new source. Reduction of emissions that contribute to the greenhouse effect. By using waste heat from a plant for distributing steam and district cooling it is possible to substitute energy resources with great environmental impact, to more climate-smart and energy-efficient solutions. 1.3 Limitations This thesis aims to present a possible solution for taking care of municipal waste in a waste to energy plant that delivers steam, district cooling and electric power to the industries in located in the northern municipalities of Region Metropolitana (RM), Quilicura and Lampa. The project also includes a presentation of a possible solution of grate, flue gas cleaning and a system for distributing the energy. It does not include any details about connecting the plant to the electricity grid, water treatment before entering the plant and details about water treatment after the plant. 1.4 Announcements We would like to thank: • • • • • • KDM: Arturo Arias, Martine Oddou, Consuelo Vargas, Hans Kramer and the rest of the very friendly staff who helped us on site in Chile. Ronny Arnberg at Borlänge Energy who has encouraged and given us good contacts and information. Jörgen Carlsson at Umeå Energy who has supervised us about the technical part of the thesis. Roberto Broschek at the embassy of Sweden in Santiago and Anna-Karin Gauding who helped us getting started in Chile. Our supervisors at the University of Umeå, Anders Åstrand and Robert Eklund. And, of course, all the helpful people at the different suppliers and industries who have supplied us with information and assistance. 9 1.5 Method The first part of this thesis was to find information from various Swedish WTE-plants. Different types of grates, flue gas cleaning systems and emissions from existing plants applied in Sweden have been studied. Later on a three months long trip was made to Santiago de Chile where KDM, a waste management company, provided us with information concerning; the laws, waste management system, potential customers (industries) and the Chilean system in general. A contact was established with several industries and interviews concerning their use of steam and/or district cooling in the process were made. The third part of the study was to resume the information from the industries and contact suppliers of grates, flue gas cleaning systems, turbines, pipes etc. These suppliers have provided the project with technical and economical information of components satisfying the Chilean laws and the need of energy in the area. All data have been assembled and an economical optimization has been made in the program, What´s best. When all the simulations were made, an analysis was made to present the best economical and environmental solution for a WTE-plant. 10 2 Background 2.1 Chile 2.1.1 Facts Population: 16,7 millions Capital: Santiago de Chile Government: Republic Language: Spanish Chile is a big country limited by the Pacific in the west and the Andes in the east. The highest density of population is in the central parts of the country with the capital Santiago situated in the interior (population of 6 millions) and the twin cities of Viña del Mar (population 287 000) and Valparaiso (population 265 000) at the coast1. 2.1.2 Economics and social affairs The Chilean economical development has been strong since the fall of the dictatorship and the GNP/capita is now Figure 1. Map showing South America. Chile marked red. (Wikipedia, 2009) 9884 US$ and a national growth of 5,1% during 2007 which is the highest among the countries of Latin America2. Main export products are copper, fish, agricultural and forestry products. The copper industry is the main export and represents more than half of the Chilean export and the incomes are placed in funds, similar to the Norwegian oil fund. The rate of poor people is 13,7% and the rate of unemployment is 7%2. 2.1.3 Santiago Santiago has a population of 6 million and is situated in Region Metropolitana (RM). The city is centered in a valley with the Andes in the east and the Cordillera de la Costa in the west. River Mapucho divides the city in two as it floats from the Andes to the Pacific. Although the Andes receive great amounts of rain and snow, the valley is dry with little rain, especially during the summer months. The altitude is about 800 meters and the coast line is about 120 km away. 2.2 Environmental issues There are industry areas surrounding the city at all directions except on the eastern side where the residential areas are located all the way up on the slopes of the lower Andes. Because of the 1 2 (Wikipedia, 2009) (Embassy of Sweden, Santiago de Chile, 2008) 11 geography of the city the valley has big problems with air pollution, smog. The main contaminators are industries and the traffic. Ever since the end of the 80’s Santiago has been aware of the air pollutions and the effects of these. The smog can be seen over city on clear days as a mist hanging above the valley. Chile’s first environmental law was set in 1994 and CONAMA, the National Environmental Commission, was founded as superintending authority. The CONAMA is responsible for controls and look after that the polluters maintain under their permitted levels. Their responsibility is mostly industries but there are other sources of pollution such as vehicles and residential burning of wood. The most important pollutants for Region Metropolitana are particle matter (PM), ozone and carbon monoxide. But also NO, SOX, and NH4 are big polluters of the air. Santiago was 75 % above the Chilean limits of air quality standard in 2004. Ozone was almost twice as high as the limit and carbon monoxide was 80 % above the air quality standard. According to UN’s World Health Organization, WHO, Santiago is one of the most polluted cities in the world. The combination of big polluters, the climate and the geographical surroundings make the situation as bad as it is. There are programs that intend to improve the poor air quality including upgrading the public transportation system with low emitting busses and expanding the metro system. The valley is dry and most of the annual rain falls during the winter months. There are two phenomena that contribute to the poor air quality and they are depending on season. • In summer there is a wind that blows down from the Andes, but because of the depth of the valley the wind tends to sweep above the city, never being able to stir “the pot” as shown in figure 2. • In winter the city suffers from inversion, which basically means that heavy, cold air is gathered at the bottom of the valley and forms a seal over the whole valley, capturing the pollutants and makes it impossible to dilute the polluted air as shown in figure 2. There has been estimations of that the pollution causes 1000 deaths per year. 3 Figure 2. The figure shows the two phenomena’s for Santiago that contributes to the pollution of air . Through the years the law has been reformed and in 1998 CONAMA started to analyze the content of the smog and a specified plan for Santiago and Region Metropolitana, called Plan de Provencion y 3 (Conama, 2007) 12 Descontaminacíon Atmosférica (PPDA) was formed. After these actions, levels of pollutions decreased for several years, but from the year of 2000 the levels began to increase again. It has been actions against the pollution such as: • Developing the metro system. • Projects forcing the bus companies to install particle filters as well as encouraging the owners to change their fleet of buses to vehicles with low emissions known as “Euro 3 class”4. • Decreasing pollution from the industry by implying specific laws about how much industries can release in to air. Currently there is a system of controlling the level of pollutions in Santiago. This system is built on different stations that have been placed around the city that measure the level of different gases in the air. There are three different levels of contamination that are critical: Warning, potential emergency and emergency. They all have their own plan of restrictions that shall be taken. This includes shutting down certain industries and banning vehicles with a certain plate number to drive during the days when the amounts of pollutants in the air are too high. 2.2.1 Climate goals for Chile Chile has signed the Kyoto agreement and ratified the protocol in 2002, but has no real values of how much they shall reduce their emissions of greenhouse gases like for instance the countries of EU. The reason for that is that Chile is one of the non-Annex I-countries in the Kyoto agreement. But by being a part of that agreement it is still possible to contribute to the development of emission reducing projects. There are three different basic mechanisms in the Kyoto agreement, which all are aiming for reduction of greenhouse gases (GHG). • The trading of emissions is basically a mechanism where countries are assigned a specified emission value. If they emit under the specified level it is possible to sell the rest. • Clean development mechanism (CDM) aim to stimulate new projects that reduce the greenhouse gases for which the country earns saleable credits. • Joint implementation (JI) is similar to CDM but is addressed to developed countries that do projects in other developed countries that contribute to lower emissions. The Kyoto agreement expires in 2012 and a new agreement and actions plans will hopefully be set before this year. The calculations in this project are based on the Kyoto agreement and its system for buying and selling carbon credits. There is also a national program where power production from none-conventional renewable resources, ERNC is stimulated. This program aims to push the electricity producers to build more ERNC-plants and only projects connected to the grid after the beginning of 2007 is accepted. The law will be set in action the year 2010 and will then last for 25 years until 2035. The goal is that at least 5% of the energy produced comes from ERNC the year of 2010 and then an increase of 0,5% each year will be made until 2020 when the limit becomes constant at 10% until the end, 20355. 4 5 (Sistema Nacional de Información Ambiental, 2006) (Gobierno de Chile, Comisíon Nacional de Energía, 2008) 13 If the companies cannot fulfill the limit of 5% they will be obligated to pay a fine of 40$ for every MWh that is missing6. 6 (Arias, 2008) 14 2.3 Waste Treatment 2.3.1 History In Chile the last decades have changed the treatment of waste significantly. All MSW (municipality solid waste) was deposited, unrestrainedly in various dumps all around the country until 1990. First in 1994 a law was implemented establishing that MSW must be deposited in sanitary landfills7. This led to a shutdown of many small landfills. Today the majority of MSW collected in Metropolitana region is deposited in sanitary landfills. 2.3.2 Waste disposition In Region Metropolitana the waste management is treated by the municipalities. There are two separate organizations that handle waste disposal, Cerros de Renca and EMERES (Empresa Metropolitana De Residuos). At 2006 EMERES was represented by 21 municipalities and Cerros de Renca of 248. Beside the organizations there are some independent municipalities. Majority of the municipalities in Cerro de Renca are situated in the north part of the region while EMERES cover the south parts. The contracts between the organizations and waste depositing companies last for 16 years and the organizations or municipalities will have to renew it at 20119. Of all MSW collected, 98% is deposited in three landfills; Loma Los Colorado (Til Til), Santa Marta (Talagante) and Santiago Poniente (Maipú). The remaining 2 % has been deposited in a recently closed landfill, Popeta (Melipilla) and in Alhué10, see Figure 3. Figure 3. Actual landfills and transfer stations in RM. The transfer station in Quilicura belongs to Loma Los Colorados and the transfer station in Puerta Sur belongs to Santa Marta. 7 (Estevez, 2006) (Bengtson, 2006) 9 (Arias, 2008) 10 (CONAMA) 8 15 The depositing in RM which consists of 52 municipalities, is divided by three entrepreneurs. KDM in Quilicura, contract with Cerro de Renca, controls about 60 % of the waste quantities while Consorcio Santa Marta and Coinca Pro-Activa control the rest. -Loma los Colorados The biggest landfill in the region opened in March 1996. It is located in a desert at the municipality of Til Til, 73 km north of the city. KDM is the possessor and the waste is transported to the landfill by train from a transfer station that is situated in Quilicura. The landfill receives annually about 1 650 000 tonnes (Sweden deposited 1 994 000 tonnes year 200711) and is expected to reach the final capacity in 2052. -Santa Marta Consorcio Santa Marta possesses the landfill that is located in Talagante, 12 km south of the city. The landfill started its operations in April 1992 and receives annually about 690 000 tonnes of waste. Most of the waste is transported from a transfer station, Puerta Sur, in San Bernardo. The final capacity is expected to be reached in 2022. -Santiago Poniente The municipality of Maipú is the location for Santiago Poniente. Since October 1992 the landfill has received about 335 000 tonnes annually. Coinca Pro-Activa is possessor of the landfill and it´s estimated final capacity is expected to be reached in 2025. 2.3.3 Waste generation As a consequence of a higher standard of living and an increase in population, the amounts of waste have increased. A prospect made by CONAMA, National Environmental Commission, shows an annual average waste increase of 3.5 %. This corresponded to 1.1 kg per capita daily (2005). A recent study made by KDM shows that the amount was 1.3 kg per capita daily (2007). The study covered the waste collected by the company, mainly municipalities in northern parts of the region. This part of the region includes many rich municipalities that supposedly generate more waste than the average. The amount of waste and the prospect made by CONAMA is shown in figure 4 below. Daily amounts and prospects of MSW in Region Metropolitana Ton/Day 12000 10000 8000 6000 4000 2000 0 1995 2000 2005 2010 2015 2020 Figure 4. The annual waste increase in the region and a prospect until 2020. 11 (Avfallsverige) 16 2.3.4 Waste Collection The system of waste collection is separated from waste disposition. There are more actors that offer municipalities’ waste collection. ction. All the contracts are individually signed by the municipalities and last for 5-6 6 years. Collection service differs between the municipalities depending on the actual contract. The waste is collected between two times weekly to daily12. As a result off the difference in the contracts the price for collection varies a lot, in 2006 the price varied between 10-25 25 USD/tonne13. All produced MSW is left in the streets, generally in black plastic bags, in front of the households. Bigger buildings have their own n storage rooms where the waste is gathered until it is picked up.14 2.3.5 Recycling Presently, the status of recycling in RM and Chile is undeveloped. There are some recycling stations, in the municipality of Vitacura for example, but there is a general general lack of interest among the population for recycling. Chilean government gives a sum every year to the municipalities for health, education, waste management etc. A resident do not need to pay for the waste treatment as long as the value of the residencee of the household do not exceed about 10000 €. About 80% of the residents do not have a residence that exceeds this value. As a consequence, most municipalities use money from the government to pay for waste management and the resident cannot see the benefit bene of recycling because it does not affect his/her economy15. Sweden, household waste Combustion Combustion46% 46% Depositing Depositing 4% 4% Chile Recycling 9% Hazardous Hazardous Waste Waste 1% 1% Recycling Recycling 49% 49% Depositing 91% Figure 5. Comparison between the waste management in Chile and Sweden. Investigations made by CONAMA shows that about 9 % of the waste is recycled16 while 49% is recycled in Sweden as shown in figure 5. The majority of the recycling in Chile is made by scavengers scavenge that gather papers, glass, metals and plastics from homes and businesses. The collected material is bought by an informal sector that sells the material to various recycling companies.17 12 (Arias, 2008) (Estevez, 2006) 14 (Oddou, 2008) 15 (Arias, 2008) 16 (CONAMA) 17 (Estevez, 2006) 13 17 2.3.6 KDM, a waste management company A projected plant is planned to be situated in the northern part of the region. The major part of the waste in this region is treated by the company, KDM. The head office of the company is situated next to the transfer station in Quilicura. KDM is responsible for 1 650 000 tonne per year which represents about 60 % of all waste in the region18. (Comparison: Amount of waste incinerated in Dåvamyran, Umeå 2007 was 158 647 tonnes19). During a day almost 850 garbage trucks arrive to the transfer station. Inside the station the waste is compressed to a density of 0,55-0,60 tonnes per m3 in containers with a capacity of 28 tonnes20 as shown in figure 6. The filled containers are placed on a train that transport the waste 60 km north to the landfill. Between 8- 10 trains with 25 or 26 wagons operate the distance daily21. Figure 6. Compression of waste in Quilicura. 2.3.6.1 KDM:s waste projects Since March 2007 a system for capturing of biogas operates at the landfill. About 50 % of the biogas produced is captured. The biogas that consists of methane gas (CH4) and carbon dioxide (CO2) is incinerated and turned into CO2. Purpose of the system is environmental as methane gas is 21 times stronger as greenhouse gas than carbon dioxide and profitable as KDM receives carbon credits that they are able to sell. The big investment in the biogas system at the landfill has followed the Kyoto protocol. By gathering the biogas and incinerate it, a reduction of greenhouse gases in the atmosphere is attained. These reductions are sold as certificates of emission on a worldwide market. There is today no energy extraction from the system but small turbines are about to be installed generating the electric power that will be sold to the electricity grid. The initial installed electricity will be 2 MW and will start in the beginning of 2009. An expansion of the system is planned up to 24 MW. Another actual big project of the company is to open a recycling station at the landfill. Last year the prices of raw materials have increased which has made the recycling profitable for the company. Products that are planned to be recycled and sold are; PET and other plastics, metal, paper, cardboard, glass and tetra pack. Organic compound of the waste would be composted or digested and the rest would stay in the landfill. In the beginning, 500 tonnes/day (10 % of total) are planned to be recycled. The recycling station would be operated manually accept for the metallic separators. 18 (Oddou, 2008) (Umeå Energi) 20 (Estevez, 2006) 21 (KDM, 2008) 19 18 2.3.7 Waste Economy Chile has low gate fees for waste disposal. For disposal the municipalities have to pay 9,4 €/tonne while industries have individual contracts depending on the waste content and the quantity22. About half of the cost is covering the maintenance of the transfer station and the railway while the rest are landfill costs. A comparison has been made with other countries concerning the gate fees. In Argentina (Tandil) and Colombia (Cali) the fees are 10,7 €/tonne respectively 11 €/tonne while it is 60 €/tonne in France23. As a result of the low gate fees in Chile, KDM and other companies handling waste need to find other ways of income. There are several possible ways of increasing the incomes: • • • Recycling stations. The companies are able to sell material recycled like; glass, aluminum, metals, cardboards, paper etc. Biogas capturing. By capturing biogas from the landfills, electricity is produced that can be sold to the electricity grid. As a reduction of greenhouse gases in the atmosphere is attained, it is as well possible to sell carbon credits. Waste incineration. Incineration of the waste would produce energy in form of electricity, steam and district cooling. Beside those incomes, carbon credits would be sold and an income from production of green energy would be received. Disposition of waste would be reduced which will lead to smaller landfill costs. There is also an income from ERNC from the government. 2.3.8 Waste Characterization Waste that would be used as fuel would belong to KDM. As a result of that a characterization has been made of the MSW at KDM:s transfer station in Quilicura and the result is shown in table 1. About 80 % of all waste at the station is from households, the rest is from industries. A characterization of the industry waste has not been done because of the big variety in composition between the industries. Table 1. Comparison of the wastes dry substance in Sweden and Santiago Material\Country Sweden [mass %] Organics Plastics Paper Glass Metals Textiles Other 40-50 5-10 20-30 3-6 3-6 0-1 5-10 24 KDM characterization, Santiago [mass %] 50,12 10,64 17,42** 3,85 1,11 3,61 13,25 **=Cardboard and tetrapack included 22 (Arias, 2008) (KDM, 2008) 24 (Återvinningscentralen) 23 19 45 % humidity while Santiago´s waste has a humidity of 48,83 %. 25 MSW in Sweden consists of 30-45 A more exact composition of the MSW in Santiago is shown in figure 7 below. Waste composition % Humidity %Organic degradable kitchen waste % Garden waste % Paper % Cardboard and tetrapack % Plastics % diapers and sanitary towel % Rubber and leather % Glass % Metals % Wood % Textil % Dust and ash % Mixed* 1,38% 6,76% 2,20% 25,65% 48,83% 51,17% 5,45% 3,17% 0,57% 0,93% 1,84% 0,30% 0,64% 0,17% 1,97% Figure 7: The figure shows the composition composition of MSW in KDM:s transfer station. The diagram to the left shows the composition between the humidity and dry substance in the waste and the diagram to the right shows the dry substance composition. * = Bones, fruit ruit pit, batteries, ceramics, paint, drugs and cosmetics 2.3.8.1 Heating value From the characterization in the transfer station, the heating value for MSW has been estimated. Heating value is calculated by a model built for RFV (Avfall Sverige) to 10 200 kJ/kg (2,83 MWh/ton) MWh/ and is presented in appendix ppendix 1. This calculated heating value is calculated just for MSW which represents 80 % of all waste at the transfer station. In general the waste from industries has a higher heating value which would increase the total heating value. (Comparison with Sweden) A WTE-plant plant using a reciprocating grate incinerator can operate without without any additional fuel at 6500 26 kJ/kg , thus no additional fuel is needed. The plants in Sweden mix the MSW with industrial waste each time me which increases the calorific value. Same solution would be applied on a plant in Santiago without any extra cost needed. . 25 26 (Återvinningscentralen) (Sundsvalls Energi AB) 20 2.4 Industrial situation The Metropolitana Region had year 2004 more than 37 industrial districts. Amount of the industries has increased year by year and is still increasing. Around the city of Santiago there is a highway ring, called Anillo Américo Vespucio. This ring is marked in red in the figure 8 below. Cardinal directions are as well shown in the figure. Marked in blue are western parts of the city; in purple northern, in brown eastern and in green southern parts. KDM:s transfer station and the railway heading towards the landfill are marked in black. The distribution of the industrial districts in the region is concentrated to northern and western parts of the region. Figure 8: Map of Region Metropolitana. In the east, towards the Andes, many municipalities consist of middle and upper class families, which is one of the reasons for the lack of industries in those parts of the region. 87 % of the industries are situated north and west of the city, as shown in the figure 9. Figure 9: Location of the industrial districts in RM. Some benefits and reasons are mentioned below: • • • • Short distance to the national airport Short distance to the highway that lead to the sea and the main harbors Long distance to the urban areas in the east No restrictions for industrial development that earlier existed in southern parts. Figure 10 shows that a majority of the industries are situated outside the ring of Américo Vespucio. There are several reasons to that; Industries inside have limited space disposable, the prices are higher, bigger environmental problems and less traffic outside than inside which makes the transports easier27. Figure 10: Location of the industrial districts considering Anillo Américo Vespucio. 27 (Colliers International, 2004) 21 2.5 Chilean laws for emissions from incineration The first law concerning the environment was made in 1994. Since then various environmental laws have been implemented and at the beginning of 2007 a norm was made concerning emissions to air Table 2. A comparison between the from incineration. This norm (NORMA DE EMISIÓN European and Chilean laws. 3 28 29 Chile Europe [mg/Nm ] PARA INCINERACIÓN Y COINCINERACIÓN) include PM 30 10 all industries that incinerate any type of fuel. The 3 SO2 50 50 Chilean emission limits are based on mg/Nm NOx 300 200 where a normal cubic meter (Nm3) corresponds to a CO 50 50 temperature of 298 K, pressure of 1 atm (11 % O2). A comparison has been made with actual air emission limits in Europe and limits for Chile (see table 2). The law in Europe is especially developed for waste incineration (DIRECTIVE 2000/76/EC OF THE EUROPEAN PARLIAMENT). An Nm3 in Europe corresponds to a temperature of 273 K and pressure of 1 atm (11 % O2). Because of the difference in temperatures of an Nm3 the significance of the limits will be different. A transcription of ideal gas law will give following equation: ் ்ಶೠ COT Cd Hg Be Pb, Zn As, Co, Ni, Se, Te Sb, Cr, Mn, V 20 0,1 0,1 0,1 1 1 5 10 0,05 0,05 - HCl NH3 HF Dioxin [ng/m³N] As----Zn 20 10 10 1 0,1 0,5 2 0,2 7 0,5 (1) where T is the temperature in K for Europe and Chile. The quota will be about 1,09 . This normalization would just lead to an even bigger limit difference between Chile and Europe so it has not been done in Table 2. 2.5.1 Laws for Metropolitana Region As a consequence of the polluted air in RM a plan to prevent the contamination of the atmosphere in the region (PPDA) was made. About 9 % of the PM emissions are from combustion processes and additional 15 % are from other processes in Table 3. Limits in Metropolitana Region 30 Pollutant Tonne/Year industries. Because of that, a law came into effect PM 10 and restricted the emissions from all new and SO2 150 existing modified industries. The law is not based NOx 50 on the size or type of the production from the CO 100 industry; there is just an annual limit for some of VOC 100 the pollutants in tonnes/year (see Table 3). 28 (Norma de emisión para incineración y coincineración) (Directive 2000/76/EC of the European Parliament) 30 (Plan de Prevención y Descontaminación) 29 22 2.6 Energy Industries and Electricity Chile is today dependent on importing natural gas, petroleum products, coal and the energy resources are shown in figure 11. Most of the electricity although is produced by hydroelectric power plants and the industries are the big consumers of natural gas, coal and petroleum products. Especially the northern part of the country is dependent on natural gas and coal for the mining industry. The natural gas grid is well developed and was built in the mid 90’s. Energy consumption Chile 2006. total 344 TWh Wood 16% 39% 24% Hydroelectric power 8% Coal 12% others Natural gas 1% Petrolium 31 Figure 11. The figure shows the distribution of energy consumption . 2.6.1 Electricity SING and SIC There are four different electricity systems within Chile. Two of them are located in the southern region and are small. The two largest are SIC (Sistema Interconectado Central) and SING (Sistema Interconectado Norte Grande). • The SING grid supports the north part of the country and most of the electricity is generated by thermal power plants as shown in figure 12. The system only supports 6 % of the population but because of the big industries such as copper mines it still consumes 28% of the total produced electricity in the country. • The SIC grid supports the major cities in the country such as Santiago, Concepción, and the twin cities of Valparaíso and Viña del Mar. The SIC grid delivers electricity to 92% of the population and covers the major part of the country32. The majority is produced in hydro power plants as shown in figure 13. 31 32 (CONAMA, 2008) (CDEC-SIC, 2006) 23 Electricity production SIC [%] Electricityproduction production Electricity SING[%] [%] ininSING 0% 0% 7% 7% 34%34% Hydroelectric Hydroelectric power power Coal Coal 26% 17% Coal Natural gas others others 59% 59% 2% Hydro power Natural gas 0% 0% Natural gas 55% Petroleum Petrolium Figure 12. The figure shows the different energy sources for 33 production of electricity in SING . Figure 13. The figure shows the different energy sources for production of electricity 31 in SIC This project will be investigating the situation around Santiago which is a part of the SIC grid. All grids, producers and distributors are owned by private companies which are both domestic and international. Electricity Generated in SIC, 1998-2007 GWh 50 000 40 000 30 000 20 000 34 Figure 14. The graphs shows the increase of electricity use in the grid . Due to increasing use of electricity, shown in figure 14, and the shortage of deliveries of natural gas there are several different projects about developing different new sources of energy and creating new solutions of importing fuel. Because of the situation in the country, there are many projects about increasing the capacity of electricity. 33 34 (Ministerio de Energía, 2008) (Ministerio de Energía, 2008) 24 2.6.2 Petroleum Petroleum products are the biggest share for consuming energy for the country. The main post of the petroleum products are used in different types of vehicles but also in industries for producing heat and electricity. Petroleum products are imported from Argentina, but also Brazil, Nigeria and Angola supplies the Chilean market. There are also some domestic oil reserves, but still the country is in need of import for fulfilling the market. 2.6.3 Coal Coal is used mainly for producing electricity in huge coal power plants. In the SIC system, where Santiago Region Metropolitana lies, 17 % of the produced electricity comes from coal power plants as shown in figure 13. Chile produces some coal, but the majority 93% is imported mainly from Australia, Indonesia and Colombia35. Coal is used as a back up to hydro power so therefore the consumption tends to vary depending on the supply of water. Coal consists, just as other fossil fuels, of sulfur and when it is burned sulfuric dioxide will be created36. It also contributes to the greenhouse effect because the carbon particles that used to be bounded to the ground are set to the atmosphere. 2.6.4 Hydroelectric power With the snow filled Andes as a limit to the east and the ocean to the west, Chile has good opportunities for hydroelectric power. The main part (59%) of the electricity in SIC is produced by hydroelectric power. But the hydroelectric power is sensitive to drought during long periods. This happened during 1997-1999 which lead to lack of electricity and power failures. Today there are projects about building more hydroelectric power plants in the south of Chile connected to the SIC grid. This would increase the production of electricity by approximately 18 TWh annually and is planned to be ready in 2017. There is a debate going on about this project because it will have a severe impact on the environment and make two big rivers regulated. There is also a debate about the need of diversity in the production of electricity and that relies upon vulnerable energy sources. Hydro power is vulnerable to 35 36 (Energy Information Administration, 2006) (Zevenhoven, 2002) Figure 15. The figure shows the distribution of annual amount of precipitation on different latitudes. 25 drought. Another problem is the distribution of energy. Figure 15 shows the distribution of precipitation over the country where the south receives much more than the centre37. This leads to big investments and losses in the electricity grid for distributing power from the sparsely populated south to the heavy populated centre of Chile. 2.6.5 Natural gas The use of natural gas has increased rapidly since the 1997, which can be seen in figure 16. The reason for this is the long term agreement with Argentina that would supply Chile’s needs of natural gas. The government of Chile started to re-arrange its energy politics in the beginning of the 1990’s because of an increasing need of electricity, higher oil prices and decrease the dependence on hydro power. Another benefit of natural gas is the low emissions of SO2 so it was also as an effort to improve the air quality. The first pipelines where ready and started to deliver natural gas from Argentina in 1997. There are seven pipelines connecting Argentina and Chile along the border supplying the country with natural gas from north to south. 38 Figure 16. Natural gas flows for Chile during the transfer of importing the natural gas from Argentina . Today it is one of the foundations in the production of energy in Chile. In the SING grid it has the biggest post for electric production and for the SIC grid 2% of the electricity is produced by natural gas which is shown in figure 13. It is also used in the industrial sector as an energy source and in residential heating. 37 38 (Ministerio de Energía, 2008) (Ministerio de Energía, 2008) 26 During 2004 Argentina suffered from an energy crisis that lead to less export of natural gas to Chile. The flow was halved and even shut off completely during two weeks causing lower level of production and even forcing industries to shut down. After 2004 Argentina has continued not fulfilling the agreement. This has lead to new projects about importing liquefied gas from Indonesia and West Africa in huge tankers. The first terminal will be ready during 2009 and is placed in the central coast of Chile close to Viña del Mar. Because of the huge investments the industry sector made converting to natural gas for their processes it is of big interest to find other suppliers of natural gas to the country. Although Bolivia is a neighbor to Chile and has natural gas reserves that are exported to Brazil and Argentina, there are likely no possibilities of importing gas from Bolivia. The reasons for that are the instable political climate in Bolivia and an old war in the end of the 19th century that cut the coast to the Pacific Ocean for Bolivia. This is still in the Bolivians minds making all kinds of trades between the countries complicated. 2.6.6 Renewable energy resources Although Chile has great potential of wind and geothermal energy there are only a few small wind power plants and no geothermal based energy at all. But there are projects in both sectors that will increase this post. Figure 17 shows a map where the hottest areas of the globe are marked red. And Chile is definitely in such areas with volcanoes stretching through the whole country. 39 Figure 17. The figure shows the hot-spots for possibilities of geothermal energy . Especially wind energy has several big projects that will be start up soon. The biggest wind mill park consists of 10 mills and is shown in figure 18. There is some resistance against wind power, mostly from households close to existing wind parks. 39 (Ministerio de Energía, 2008) 27 Figure 18. The windmill park of Canela in the Coquimbo region. Photo: Fredrik Johansson 2.6.7 Nuclear power There are no existing nuclear power plants in Chile because of the high seismological activity in the country with earthquakes on regular basis. The present government has promised that no nuclear power plants will be built, but still there is an ongoing investigation about the possibilities. 28 3 Waste incineration Waste is a combined fuel with big difference in composition and calorific value. As a consequence the demand on incinerator technology differs depending on the composition. Waste used as fuel in Sweden is a mixture between industrial and municipal solid waste. The composition (industrial/MSW) differs a lot between the plants and the municipalities. 3.1 Incinerators There are two types of grates in use. Flue gas cleaning is almost the same for both incinerators and there is no general difference in the emissions between the systems. 3.1.1 Reciprocating grate The most common incinerator is a reciprocating grate incinerator. A reciprocating grate incinerator is very robust, allowing big variations in the composition of the fuel. The waste in Sweden is generally not separated before it enters a reciprocating grate boiler. Temperature exceeds often 1000 °C inside the grate. The waste enters the incinerator by a crane in one end of the grate, from where it moves down over the descending grate. In the other end of the grate there is an ash pit from where the ash is being removed (see Figure 19). A single reciprocating grate boiler can handle up to 50 tonnes of waste per hour, and operate 8,000 hours per year with only one scheduled stop for inspection and maintenance of about one month's duration.40 Figure 19. Incineration of waste in a reciprocating grate. 40 (Carrier, 2008) 29 The air is added in various steps. Part of the combustion air (primary combustion air) is supplied through the grate from below. This air flow also has the purpose of cooling the grate itself. Cooling is important for the mechanical strength of the grate, and all new reciprocating grates are also water cooled internally as shown in figure 19. Secondary combustion air is supplied into the boiler at high speed through nozzles over the grate in various levels. It facilitates complete combustion of the flue gases by creating turbulence for better mixing and by ensuring a surplus of oxygen. A part of the flue gas is recycled and mixed with the secondary combustion air in these steps. According to the European Directives for Waste Incineration, incineration plants must be designed to ensure that the flue gases reach a temperature of at least 850 °C for 2 seconds in order to ensure proper breakdown of organic toxins. To ensure that there are auxiliary burners installed, generally using oil as fuel, in case of periods with waste containing low calorific value and during the startup and turn off. After the grate, the flue gases are cooled in superheaters, evaporators and economizers where the heat is transferred to steam. From here the flue gases are passed to a flue gas cleaning system. Fuel with a heating value between 6,5-19 MJ/kg can be used in a reciprocating grate41. 3.1.2 Fluidized bed The other form of incinerator used in Sweden is called fluidized bed. The technology do not allow same variation in the fuel (humidity variations, variations in size of the fuel, allowance of metals) and some preparations of waste are needed (often mixed with biomass) before the waste enters the incinerator. These preparations are made to get the fuel more homogenous. There are two types of fluidized beds in use, BFB (bubbling fluidized bed) and CFB (circulating fluidized bed). Fluidized bed incinerators can operate with fuels that have a heating value between 7-15 MJ/kg42. The temperature in the bed is about 850 °C. 3.1.2.1 Bubbling fluidized bed In the incinerator there is a bed of sand forced by a strong airflow from below. The air seeps through the sand until a point is reached where the sand particles separate to let the air through and mixing and churning occurs, thus a fluidized bed is created and the fuel can be added. A BFB operates normally with smaller amounts of combustion air and the most of the sand is kept in the lower furnace. Secondary combustion air is added in various levels like ensuring a surplus of oxygen like in a reciprocating grate. BFB incinerators are produced just up to a size of 35-40 MW in installed effect. 3.1.2.2 Circulating fluidized bed The main difference between BFB and CFB is that the airflow in a CFB is stronger, forcing the sand to circulate in a stream through the entire incinerator. There is also a calcium-rich material added (like limestone) which efficiently absorbs sulfur dioxide. At incineration about 95 % sand and 5 % fuel are inside the incinerator. The circulation of sand operates as a heat layer, transferring the energy to the steam/water in a more efficient manner. Steam in a fluidized bed is able to be heated up to 470 ° C at a pressure of 60 bar which can generate more electricity in a plant and increase the electricity 41 42 (Sundsvalls energi AB) (Sundsvalls energi AB) 30 amount with a couple of percent43. CFB incinerators are generally used in plants with an installed effect over 40 MW44. Figure 20. CFB incinerator in Händelö, Norrköping, Sweden. The sand circulation is shown by arrows in Figure 20. Hard-grained sand particles and ash from the fuel is collected in the bottom of the cyclone while the fine-grained particles return to the incinerator. 3.2 Flue gas cleaning By cleaning the flue gases from a WTE-plant it is possible to capture the toxic gases and particles that the raw gas consists of. By burning the waste at the right temperature and stochiometry the composition of the raw gas is about the same and a design for the flue gas(FG) cleaning system can be engineered. 3.2.1 Particles By letting the flue gas pass through different filters the particles can be captured and collected for treatment. This is often done in several different steps in the process and by different types of filters made for capturing different sizes of particles. 3.2.2 Cyclones Cyclones are operating just after the incinerator. The hot flue gas is set in spin making ash particles to be forced to the walls by the centripetal force and thereby separated from the flue gas. By using the force of gravity, the particles fall down and are gathered in containers at the bottom of the cyclone to be transported away. The cyclones are often placed underneath the heat exchangers. 43 44 (EON, 2008) (Sundsvalls energi AB) 31 3.2.3 Electrostatic precipitators Electrostatic precipitators (ESPs) are used for separating fine particles from the flue gas. Particles in the flue gas are passing through an electric field. The particles surface becomes negatively charged by the electric field and then collected at parallel mounted collective plates when the flue gas passes through45. These plates are grounded and attract the negatively charged particles and seize them. To clear the plates mechanical-, striking- or vibrating- force is making the particles fall down into a gathering canister. The particles are then either transported back to the combustion chamber or removed for disposal. The placement of ESPs can be on either the hot or cold side of the cleaning process46. Hot side ESPs operate at 350-400 °C and are placed upstream the heat ex-changer. The cold sides ESPs operates in the range 120-200 °C and are placed at the end of the flue gas treatment. Efficiencies of ESPs depend on the specific collection area, the operating voltage and the characteristics of the particles. Particles with high resistivity are difficult to charge in the electric field and therefore not so easily captured in this step. A problem with low resistivity particles, which are easily charged, is that they tend to be easily discharged as well and therefore pass the plates and carry on with the flue gas. 3.2.4 Electro venturi filter An electro venturi filter is a wet system that allows the particles in the flue gas pass through electrodes making them positively charged. By letting the flue gas pass through a filter that consists of moisture, the small particles are absorbed by the positively charged water particles. The contaminated water is gathered at the bottom of the filter and the treated flue gas passes on47. 3.2.5 Fabric filters A third method of capturing particles is by leading the flue gas through fabric filters that have dust clustered on the surface. The dust that is clustered on the filter contains of pre-coated particles and preciously captured particles. The filters are often formed as tubes and above them there are nozzles that shoot compressed air through each tube when the cluster is thick enough. In consequence of that the dust falls down and is gathered in silos. It is possible to add carbon or limestone to the flue gas before entering the filter. This will also capture dioxins and furans in the cluster48. Fabric filters have been used for a long time and are very efficient for capturing particles. 3.2.6 NID-reactor and Turbosorp There are also systems developed by Alstom and Von Roll, called the NID- and Turbosorp, where the flue gases are sprayed by a moisturized mix of limestone and re-circulated ash for desulfurization. The system is possible to run without addition of water, but by moisturizing the flue gas the contact surface will be greater between the absorbent and the flue gas. After the flue gas has been sprayed, 45 (Office of Solid Waste and Emergency Response, 1996) 46 (Zevenhoven, 2002) 47 (Sysav, 2007) 48 (Umeå Energi) 32 the mix of flue gas and absorbent passes through a fabric filter. Some of the ash is re-circulated and some is collected in silos under the fabric filter49. The reaction is presented below in equation 250. ܱܽܥሺݏሻ + ܪଶ ܱ → ܽܥሺܱܪሻଶ ܱܵଶ + ܽܥሺܱܪሻଶ + ܪଶ ܱ → ܱܵܽܥଷ ∙ 2ܪଶ ܱ (2) ܱܵܽܥଷ ∙ 2ܪଶ ܱ + ½ܱଶ → ܱܵܽܥସ ∙ 2ܪଶ ܱ 3.2.7 NOx reduction There are two techniques used for the reduction of NOx, SNCR and SCR. SNCR is a technique that needs high temperature and SCR treats the flue gas in a lower temperature using a catalyst. 3.2.7.1 SNCR, Selective non-catalytic NOx reduction SNCR is a technique to reduce NO emissions already in the incinerator. By adding ammonia or urea 51 in the upper parts of the incinerator where temperature is between 850-1000 °C the NOx can be reduced by 30-50 % 52. Ammonia or Urea is injected together with a carrier often water or ammonia in a gas phase. Because of the limits in the temperature window and the difference in load, it is common to have different levels in the incinerator where the injection takes place. The reaction is taking place below 850 °C as well, but at a slow rate. If the temperature exceeds 1400 °C, the ammonia reacts with oxygen forming thermal NOx. The method is less costly then SCR but less efficient and does not remove NO2. Equation 3 shows the reaction. ܰܪଷାைு,ାை → ܰܪାேை → ܰଶ (3) 3.2.7.2 SCR, Selective catalytic NOx reduction SCR is a powerful method of removing NOx from the flue gas. It uses the same compounds as SNCR, ammonia or urea, but the reaction takes place in a lower temperature interval by using a catalyst. The SCR device, also known as the catalyst, is therefore placed outside the incinerator were the flue gas is in the range of 350-400 °C 53, but the reaction can take place when the temperature is as low as 200 °C 54. The two main reactions that take place are shown in equation 4. 4ܱܰ + 4ܰܪଷ + ܱଶ → 4ܰଶ + 6ܪଶ ܱ 2ܱܰଶ + 4ܰܪଷ + ܱଶ → 3ܰଶ + 6ܪଶ ܱ (4) 49 (Ohlsson, 2006) (Zevenhoven, 2002) 51 (Andersson, 2004) 52 (Zevenhoven, 2002) 53 (Zevenhoven, 2002) 54 (Andersson, 2004) 50 33 There are three types of SCR, which one is used depends on where in flue gas cleaning process the device is installed: -Hot side, high dust. The catalyst is placed upstream the cleaning process. -Hot side, low dust. The catalyst is placed downstream the particulate emission control (ESP) and upstream the scrubbers. -Cold side, low dust. The catalyst is placed downstream the ESP and the scrubbers. This solution is shown in figure 21. The last option is commonly used in waste incineration plants because of the other pollutants in the flue gas. This often makes it necessary to reheat the flue gas and therefore causes a loss in thermal efficiency. The efficiency of NOx reduction is about 80 %, but the investment cost is higher. Because of the placement of the SCR, when the flue gases has been mixed and reached a stable temperature, the injection of ammonia can be more aligned to the amount of flue gas compared to the SNCR technique. This causes less non reacted ammonia from the cleaning process in the flue gas. 3.2.8 SOx, HCl, furan and dioxin By letting the flue gas through a system of scrubbers, as shown in figure 21, the gas is cleaned from Ammonia (NH3), Hydrochloric acid (HCl), Hydrogen fluoride (HF), Sulfur dioxide (SO2) and heavy metals. This system consists of two scrubbers and a quench cooler. By spraying the flue gas with water in the quench, it will cool down to saturation temperature. In the first scrubber ammonia, hydrochloric acid, hydrogen fluoride and heavy metals are removed from the flue gas. By spraying the flue gas with a solution of water and nahcolite (NaHCO3) the HCl reacts and forms a salt (NaCl), water and carbon dioxide. The mix of water and salt is gathered in the bottom of the scrubber and lead away to water treatment. In the second stage the flue gas is cleaned from SOx in an alkaline scrubber. By spraying the flue gas with a mix of limestone and water, sulfur dioxin reacts with the limestone forming calcium sulfate, also known as gypsum. An addition of activated carbon, either by placing doped plastics in the scrubber or by adding it to the NaOH, makes it is also possible to remove most of the dioxins and furans. 34 Figure 21. Example of a flue gas cleaning system in Korstaverken Sundsvall. 3.2.9 System of measuring flue gases in Sweden There is a system installed in the plants measuring some of the pollutants continuously. The pollutants that are measured continuously are; PM, HCl, NOx, SO2, TOC, CO, CO2, HCl and HF. Heavy metals, dioxins and furans are measured twice annually except for a plants first year, when they are measured four times. Except for the plants own measuring systems the plants have contracts with independent companies that measure flue gas emissions55. 3.3 Comparison with Swedish WTE Plants A comparison of the limits has been made with the emissions from three new Swedish WTE plants during 2007. All the plants are using reciprocating grate incinerators. There is a slight difference in flue gas cleaning systems between the plants. A brief description of the plants is made below: 55 • Sysav P3, Malmö The plant started to operate in year 2003, total installed capacity is 75 MW. 249 980 tonnes of waste was incinerated during 2007. Flue gas cleaning is delivered by the French company, LAB. The technique used for capturing of NOx is SCR. • Korsta F5, Sundsvall In the end of year 2006, the plant started to operate. During 2007, 196 640 tonnes of waste was incinerated. The total installed capacity is 60 MW. LAB is the deliverer of the system for flue gas cleaning and the technique used for NOx capturing is SCR. (Naturvårdsverket) 35 Torsvik, Jönköping The plant started to operate in year 2006 and has a total installed capacity is 65 MW. During 2007, 161 329 tonnes of waste was incinerated. The supplier of the flue gas cleaning is Alstom and the plant has a SNCR installed for NOx removal. Limits and emissions from three plants in Sweden 60 50 Chilean Norms European Norms mg/m³N 40 Torsvik, Jonkoping 2007 30 SYSAV P3 2007 20 Korsta, F5 2007 10 0 MP SO2 CO COT HCl As----Zn Figure 22.. A comparison between the limits for; MP, SO2, CO, TOC,, HCl, metals* and the emissions from the plants during 2007. *=As, Co, Cr, Mn, Ni, Pb, Sb, Se, Te, V and Zn Limits and emissions from three plants in Sweden 2,5 2 mg/m³N • Chilean Norms 1,5 European Norms Torsvik, Jonkoping 2007 1 SYSAV P3, 2007 Korsta 0,5 0 Cd Hg HF Dioxin [ng/m³N] Figure 23.. A comparison between the limits for; Cd, Hg, HF, dioxin and the emissions from the plants during 2007. 36 NOx limits and emissions 350 300 250 mg/m³N Chilean Norms 200 European Norms Torsvik, Jonkoping 2007 150 SYSAV P3 2007 100 Korsta, F5 2007 50 0 NOx Figure 24. A comparison between the limits for NOx and the emissions from the plants during 2007. As shown in Figures 22-24 the emissions from the plants are far below the limits. Every pollutant in the flue gas is below the Chilean (as well as the European) limit. A WTE plant operates about 8000 hours per year and emits pollutants almost year-round. year As a result of that a comparison has been made with the laws of Metropolitana Region (see chapter 2.5.1). The comparison is presented in Figure igure 25. 25 This comparison has been n made to investigate the possible size for a plant without exceeding the limits. The technology in flue gas cleaning is different between the plants so it is not necessarily the plant that incinerates the largest est amounts that has the largest emissions. 160 140 120 Region Metropolitana Norm tonne/year 100 Jönköping, 2007, 65MW, 161329 ton 80 SYSAV P3, 2007, 75 MW, 249980 ton 60 Korsta, 2007, 60 MW, 196640 ton, Unknown CO and VOC data 40 20 0 MP SO2 NOx CO VOC Figure 25. A comparison omparison between the limits and emissions from three Swedish WTE plants. 37 Emissions from the Swedish plants are below the limits regarding every pollutant. VOC (Volatile organic compound) emission is not a pollutant that is needed to be declared due to the European law for waste incineration. A part of TOC (Total organic compound) is VOC so those emissions are showed from the Swedish plants. Emissions of NOx from Jönköping are close to exceed the limits though the amount of waste is lowest there. This depends on the technique used in the plant. SNCR technique that is used at the plant is not as effective for capturing NOx as SCR technique that is used in the other plants. Emissions of the other pollutants are too small compared to the limits so they will not be a problem for a future plant. 3.4 Water treatment For cleaning of flue gases an addition of water is needed. Depending on the flue gas cleaning system, the amount of water needed varies. The water is used in the quench, the scrubbers and for NOx caption (SNCR or SCR). Dåva in Umeå, using SNCR technique, needed 60 126 m3 water during 2007 (incinerated 158 647 tonnes of waste). The water is used for cooling and flue gas cleaning in the process. An analysis has been made of four Swedish plants (Dåva, Sävenäs, SYSAV and Lidköping) and the water consumption year 2007 was between 0,3-0,5 m3/tonne waste incinerated. The water is after the flue gas purification extremely acidic, pH ≈0.5. As a consequence of that, the first step in water treatment is to pH-neutralize the water. 3.4.1 pH-neutralization pH-neutralization is commonly done in various steps. In the first step the chemicals, Limestone (CaCO3) or Sodium hydroxide (NaOH) is admixed to adjust the pH to approximately 2-3. Carbonic acid cupellation is the next step in the process. CO2 is stripped of the water through the column packing’s. In the last step the pH is adjusted to 9-10 by an addition of slaked lime, Ca(OH)2. 3.4.2 Ammonia cupellation Ammonia, NH3, is stripped through the column packing’s by a similar method as CO2. Preheated air saturated with steam is passing through the column packing’s. The ammonia becomes absorbed to the hot air that later on is used inside the furnace as secondary combustion air. 3.4.3 Precipitation Precipitation occurs when an insoluble substance is formed in the solution due to a chemical reaction. In this case the chemicals that are mixed with the water are TMT-15, NaOH and FeCl3. Small solid forms appear in the solution. 3.4.4 Flocculation Flocculation is a process where a solute comes out of solution in the form of a floc. The action differs from precipitation in that the solute coming out of solution does so at a concentration below its solubility limit in the liquid. The flocculent such as polyacrylamide is admixed to coagulate the solids in the liquid. 38 3.4.5 Sedimentation Sedimentation is a process used to settle out suspended solids in water under the influence of gravity. In a sedimentation tank, the water slowly passes through various lamellar separators. As a result of that the solid pollutants, with a higher density, sink to the bottom of the tank and form a sludge that is released and recovered. The process with; precipitation, flocculation and sedimentation can be repeated over and over again to get the water even less contaminated. 3.4.6 Filtration Filtration is a mechanical or physical process which is used for the separation of small particles from the water by interposing a medium to water flow through which the water can pass, but the particles in the water are retained. The filters used are sand filters, carbon filters and bag filters. Most common is to have different filters in succession. The water treatment is presented in figure 26. Figure 26. Waste water cleaning system for the WTE-plant in Sävenäs, Gothenburg. 3.5 Cooling towers Cooling towers can be divided into two major subdivisions - Mechanical draft Natural draft 39 Natural draft cooling towers are used in huge scale electric power plants where flows are greater than 750 m3/min. These cooling towers are built in concrete and have sizes of about 150 meters high and a diametric base of about 120 meters and are illustrated in figure 27. Figure 27. The figure is showing a natural draft cooling tower. Mechanical draft cooling towers are more common used and in all kinds of different applications. They are much more compact in design and use a fan to force air through the tower as shown in figure 28. Figure 28. Mechanical draft cooling tower. 40 The idea is the same for both mechanical and natural draft cooling towers. By using the air that flows upwards in the tower and spraying water from the top over the fill area, it is possible to cool down the water droplets and then collecting the cooled water at the bottom ready for use. By using water in the cooling process the heat exchange becomes efficient because most of the heat exchange take place by evaporating water. For example it takes, in theory, 2450 kJ of energy to evaporate 1 kg of 20°C water to air 56. Where there is a lack of water and the air temperatures are high there is need for dry system or semi-dry systems. The principle of these cooling towers are to use the air and either natural or forced convection for cooling. Vapor is lead through pipes with cooling fins which is cooled by air as shown in figure 29. The semi-dry system also uses water that is sprinkled over the cooling fins and pipes. This increases the heat ex-change because of the energy required for saturating the air57. Figure 29. The figure shows a condenser, also named a dry system cooling tower. 4 Steam Production The energy in the hot flue gases is transferred to a closed water to steam system. The water inside a feed water tank becomes superheated steam for electric power production by various steps. Depending on the need in the area, the steam can be used for different purposes. 4.1 Boiler Water leaves the feed water tank at a temperature around 140 ˚C and is pressurized by a pump before entering the boiler where it is heated in an economizer and evaporated in an evaporator. This saturated steam, that still contains water in liquid phase, is passing a steam drum where the vapor is separated from the liquid. In various superheaters the saturated steam is superheated to a temperature of about 400 ˚C and 40 bar (See Figure 30). 56 57 (Alvarez, 2006) (Alvarez, 2006) 41 Figure 30: Heat exchange from fluegases to water/steam in superheaters, evaporators and economizers. 4.2 Steam accumulator In processes where the demand of steam varies during the day there is a method of storing steam that can be released when required. A steam accumulator is an extension of the energy storage capacity of the boiler. When steam demand from the plant is low the boiler can produce same amount of steam, charging the steam accumulator. The accumulator is later on discharged during the industries peak demands. Size and duration of the peak demand is dimensioning the size of an accumulator58. Another advantage of installing a steam accumulator is that it for a short period can continue to deliver steam in case of problems with the boiler. Storing the steam as a gas is not practical due to the huge storage volumes required at normal boiler pressures. The accumulator is charged with steam by injectors. Pressure inside the vessel increases when the surrounding water (liquid phase) absorbs the heat from the steam injected. The injected steam is at the same time condensed and the water level inside the vessel increases. (see Figure 31: A sliding pressure steam accumulator. Figure 31). When a pressure drop occurs in the steam accumulator the water evaporates and steam is discharged59. The amount of steam discharged depends on the steam pressure required and size of the vessel. 58 59 (Spirax Sarco) (Alvarez, 2006) 42 4.3 Energy distribution The superheated steam is passing a turbine where electric power is produced. In a WTE-energy plant, about 25-30 % of the energy in the steam is used for electric power production. The remaining energy is used in form of district heating, district cooling or as steam for industrial processes (see Figure 32). E.g. in USA WTE-plants only produce electric power and the thermal heat needs then to be absorbed either in cooling towers or a nearby lake/river. Figure 32: Energy distribution from a WTE-plant. 4.4 The use of steam in industrial processes Steam is used in industry processes for different purposes. Depending on the type of process the amount of returned steam to the plant varies. In industries where the steam is used directly in the process (e.g. drying of a product) none or just a few percents are returned as condensate to the WTEplant. When the steam is used indirectly in a process and just heat exchanged 100 % of the steam can be returned as condensate to the plant. 5 District cooling 5.1 Background District Cooling Today the use of energy is greater for cooling than heating because of the demands of comfort temperatures in buildings and the increasing amount of technology that needs cooling. There is also a great amount of industries that needs cooling in their process60. The first commercial District cooling grid was built in the U.S. in the beginning of the sixties and came to Europe in the late sixties. It is now common in France, Germany, USA, Japan and Sweden. District cooling is mainly used when there is need of large scale cooling. The solution of distributing district cooling is similar to district heating with grids of pipes that connect the customers to a plant. By connecting large scale customers in the beginning stages of the exploitation it has been shown to be easier to build the infrastructure61. This way new customer that might be small tends to be more interested in connecting after the start. The benefits of using district cooling are that heat with low value can be used and that there is possibility of decreasing the use of electricity for cooling. 60 61 (Svensk fjärrvärme) (Fjärrvärme föreningen, 2000) 43 5.2 Solutions District cooling can be used in cooling processes, water cooling or air conditioning in buildings. By offering a price that is below the cost of cooling with electrical driven cooling machines the customers can see the benefits of connecting without the need of incentives from the government. 5.3 Types of Absorption Cooling Machines (ACM) There are two different types of ACM, one for temperatures over freezing level and one below. The two different types have different fluids in their system. - Water as refrigerant together with lithium bromide as absorbent for temperatures over freezing level Ammonia as refrigerant together with water as absorbent for temperatures below freezing level. They have their own implementation but use the same type of principle. The system consists of four basic parts condenser, generator, absorber and evaporator as shown in figure 33. The machine also includes pumps that regulate the pressure and intake of cooling water for cooling parts of the process. There is need for a heat source, which can be hot water or hot gas or steam (7). By using the difference in boiling temperature between the absorbent and the refrigerant, it is possible to separate the two fluids with energy from the heat source in the generator (3). When the separation has been made the refrigerant is in vapor phase (2) and need to be cooled down to a fluid (5) in the condenser (1). The refrigerant is evaporated by the returning, heated, chill water (10). This can be done by keeping a low pressure and thereby a low boiling point for the refrigerant. The returned chill water is heat exchanged and leaves the evaporator with low temperature for use in different cooling processes (8). By spraying the vaporized refrigerant with an absorbent it is possible to bind the moisture to a fluid mixture of refrigerant and absorbent (11). When the moisture is captured a small amount of heat is set free and needs to be cooled by cooling water (9).The mixture of the two liquids is then pumped back to the evaporator. 62 Figure 33. The figure shows a simplified chart over the different parts of an Absorption Cycle . 62 (Carrier) 44 The process needs to be cooled in two different places and can either use cooling water from a river or from a cooling tower if there is lack of natural cooling opportunities. These two can be serial connected so that the cooling water passes through the absorber and then through the condenser. The cost for connecting a cooling tower adds about 90% of the cost for the ACM63. 5.3.1 Steam fired ACM Absorption cooling machines that are driven by steam are common and used for temperatures over freezing level, and with an outgoing temperature of about 6 °C and entering at 15 °C. These types of ACM are used where there is low pressure steam available (0,5-1 bar). By using the great amount of energy released during condensation, the ACM needs relatively low flows compared to using water as heat source. The ACM is using water and a salt solution. The contents are environmental friendly and substitute refrigerants that harm the ozone. The technique is well known and needs little maintenance because of the few moving parts. The only real moving parts are the pumps which are easy to change and maintain. The nominal coefficient of performance (COP) is typical around factor 0,7 64 with full load (see example in figure 34), but data obtained from Umeå Energi shows that COP varies between 0,3-0,87. The actual COP factor varies with the load, type of heat source and cooling possibility65. Figure 34. The figure shows the temperatures, pressure and efficiency for an absorption cooling machine with water as 66 refrigerant . 63 (Carrier, 2008) (Carrier, 2008) 65 (Energimyndigheten, 2006) 66 (Carrier) 64 45 5.3.2 Ammonia Ammonia driven absorption cooling machines (AACM) are used when temperatures below freezing level is needed. These AACM have a greater investment cost then an equal sized ACM, but can work in as low temperatures as -40°C, (see figure 35). Therefore the applications are different. 67 Figure 35. The figure shows the temperature and pressure for a typical AACM cycle . 67 (Instituto Superior Técnico, 2006) 46 5.4 Distribution of district cooling The distribution of district cooling takes place in pipes buried in the ground. These pipes are sealed in foam and are capsule in aluminum foil and a plastic outer casing as described in figure 36 and 37. The pipes can either be single piped or double piped. Single piped needs two packages, one for outgoing water and on for return, while the double piped package consist of one outgoing and one return. The pipe can be in metal or plastics. Double piped systems have its benefits in low costs, less space needed and less heat loss68. Figure 36. The figure shows the structure of a double piped distribution pipe. Figure 37. The figure shows the structure of a single-piped distribution pipe. 68 (Logstor A/S, 2008) 47 6 Results The results are divided in three parts. First part is describing the technique chosen and the distribution of electric power, steam and district cooling to the industries. The second part is treating the profitability of the investment with annual incomes and operational costs. Environmental impact of a WTE-plant installation has as well been studied and is considered as the third part. 6.1 Technique Depending on the location, waste composition and regional laws, different types of incinerators and flue gas cleaning systems can be chosen. The distribution of electric power, steam and district cooling over the year is also considered in the chapter. 6.1.1 Incinerator There is today almost no recycling of waste in Santiago and Chile, as mentioned in chapter 2.3.5. It leads to a very inhomogeneous waste. Reciprocating grates are not as sensitive as fluidized beds and allow bigger variations in fuel composition. Installation of a reciprocating grate as incinerator would not require a pretreatment of the fuel so the technology is preferable in Santiago. In Sweden, the quantity of waste available is generally the deciding factor of the size of a plant. The quantities in Santiago are not a deciding factor so after a consultation with supervisors two different scenarios have been set up: One with a thermal effect of 60 MW (190 080 tonnes/year) and of 100 MW (316 800 tonnes/year). (Grate efficiency 88%) Price information has been received from Von Roll for an incinerator/boiler system including feed water system, burners, ash systems etc. The difference in the investment and annual profit has been made between the systems. Both alternatives operate 8040 hours per year with a one month stop for maintenance work. This stop is preferable in winter, somewhere between May-July, when the demand of steam and cooling is low. During this period the industries will have to use internal incinerators providing them with steam. Two incinerators of 60 MW connected to one flue gas cleaning system have as well been studied but the costs for the investment were too high. A big advantage with that system would be that the industries could be provided with steam and cooling during the whole year. 48 6.1.2 Flue Gas Cleaning The flue gas cleaning system that would be appropriate would consist of: • • • • Cyclones underneath the super heaters ESP after the Cyclones Turbosorp or a NID-reactor SCR and is shown in figure 38. Cyclone ESP NID/Turbosorp SCR Textile filter Stack Figure 38. The figure shows the flue gas cleaning system in simplified block. The strict regional laws for Metropolitana region have been mentioned in chapter 3.3.1 concerning the annual maximums of various pollutants. The limits for emissions of NOx are the only one that can cause a problem from a plant. Especially in the 100 MW scenario it will be necessary to use SCR technique for capturing NOx. Table 3. Prices for the components. Component Investment cost [€] Cyclones Included in the price for grate ESP Included in the price for grate Turbosorp/NID 10’000’000 SCR 5’000’000 Chemicals Activated carbon, CaO, Ammonia In the flue gas cleaning system it is also necessary to add water in the SCR and Turbosorp/NIDreactor. The water is delivered by the privately owned company Aguas Andinas, and is water for industrial use. Prices of the components are shown in table 3. Table 4. Prices for chemicals based on 8040 operational hours per year Chemical Price [€/tonne] Use [tonnes/h] Total [€] Activated Carbon 869 0,0085 225420 Ammonia 215 0,135 233420 CaO 112 0,25 59407 Water 0,39 3,94 12309 The Turbosorp/NID- reactors have their benefits when it comes to economy and space. Although there is no lack of space at the site, there is still need for keeping low use of water and low costs. For more information see appendix 13. From the grate the flue gas passes through the heaters and the first cleaning step where larger particles are captured in cyclones. 49 Then by letting the gas pass through an electrostatic filter smaller particles are removed. The Turbosorp/NID-reactors combined with fabric filters removes the sulfurs and acidic and then, after reheating the gas the NOx is removed in a SCR-catalyst before set to air through the stack. By using ammonia instead of urea the emissions of nitrous oxide are kept low and it is also an “easyhandling” product that exists in stock, mixed and ready for use. Urea needs to be mixed on site and is not as common as ammonia. Prices for the chemicals are shown in table 4. The flue gas cleaning system is chosen according to contacts with Von Roll and Alstom, fulfilling the emission laws. The content of the raw gas was calculated in a program obtained from RVF(Avfall Sverige) and a print is presented in appendix 2. For calculations about the efficiency of the incinerator the factor is set to be 88% which is an estimated value. Because of one stop during one month the estimated operational hours is calculated to be 8040 hours per year. 6.1.3 Location The location of a plant is preferable somewhere close to possible customers, big industries. The easiest solution would be to build a plant next to the transfer station in Quilicura close to the industrial park of Quilicura. There is a lot of free space there with a closed landfill, Cerro Renca. A very easy solution that is not possible to achieve by various reasons: • • • • Economical: KDM are not owners of the land around the transfer station and prices inside the ring of Américo Vespucio are much higher than outside. Political: A plant of incineration that operates 8040 hours/year and continually emits pollutants to the smoggy air of Santiago would never be supported from the politicians, inside the ring. Environmental: The city has big problems with the air quality causing the industries to close down some days. Despite to a shown emission reduction, by closing down some of the other industries incineration, a WTE plant would not be approved so centrally. Social: In the municipality there have been various protests from the citizens against the treatment of waste in the municipality. Beside the transfer station it is possible to construct a plant somewhere close to the railway where KDM:s trains daily operate. This solution would not increase the transport emissions or costs if the plant is built close to the railway. In the northern parts of Quilicura and in the municipality of Lampa there are industries that would be possible as clients. Benefits of a plant in Lampa are that the land prices are much lower and it is situated in the periphery of the city. A disadvantage is that it is further to many industries which would lead to higher connection costs. Land costs in industrial zones in Lampa are about 0,85 UF*/m2 and about 2,2 UF*/m2 in Quilicura69. A potential location for a plant has together with the company been found. It is located in municipality of Lampa, north of Quilicura very close to the railway where KDM trains operate. The property of 38894 m2, far away from residential areas, is sold for industrial purpose. It is connected to a water and sewage system and costs 33060 UF. * = UF is an inflation adjusted unit of money used mainly in business and formal financial transactions that involve large sums. It is frequently used with rental contracts and buying and selling homes or businesses. The rate of the UF varies daily according to the monthly inflation rate of the previous month. To see UF of the day, visit: http://www.uf.cl/ 69 (Mundo inmobiliario) 50 6.1.4. Steam cycle The steam system and its temperatures, mass flow, steam content and pressure is presented in table 5 and figure 39. The superheated steam leaves the boiler (1) and is lead through a turbine with tapping off steam at 14,5 bar supplying the industries need of steam (2) and steam to the feed water tank (10). The rest of the steam continues through the low pressure part of the turbine. The steam leaves the turbine at low pressure (4) and enters the ACM that condense some of the steam for boiling the refrigerant (4-5). The rest of the steam is condensed in the cooling tower (5-6). The water then passes through a pump (6-7) increasing the pressure before entering the feed water tank. The returning condensate from the industries, condensate from the turbine cycle and steam from the tapping off is then blended in the feed water tank before entering the feed water pump (11). The enthalpy of the water from the feed water tank is calculated in equation 5 ℎଵଵ = ሶభబ భబ ାሶళ ళ ାሶయ య ሶభబ ାሶళ ାሶయ (5) The enthalpy Is 0,42 MJ/kg and this refers to, according to a Molier chart, temperature of 100°C at the pressure of 3 bar. The pressure of the returning condensate is assumed and set to 3 bar. The work from the pumps is included in the calculations over internal electricity consumption and is assumed to not increase the temperature of the water. By connecting the ACM between the cooling tower and the turbine it is possible to use low quality steam and still use the benefits of a steam fired ACM with low flow. The other benefit is that the ACM condensates a great amount of steam that otherwise would have been needed to condensate in the cooling tower. The system is presented in figure 39. Figure 39. The figure shows the steam and cooling system for the plant. 51 Table 5. The flows of the distribution and internal flows of the plant. Nr Mass flow Temperature Pressure [tonnes/h] [°C] [Bar] Steam content [%] 1 120 400 40 100% 2 82 196 14,5 100% 3 82 100 3 0% 4 36 81 0,5 95% 5 36 81 0,5 70% 6 36 81 0,5 0% 7 36 81 3 0% 8 1280 7 5 0% 9 1280 15 5 0% 10 2 196 14,5 100% 11 120 99 3 0% 12 120 99 40 0% 6.1.5 Distribution A plant located in Lampa, Santiago would except for electric power produce steam and district cooling for industries. A production of 72 tonne/hour steam is possible from the 60 MW grate and 120 tonne/hour from the 100 MW grate. Providing all the industries with steam would generate 81,5 tonne/hour as maximum. Figure 40. The figure shows a schematic picture over the connections of the industries in Lampa and Quilicura. 52 As the 60 MW plant only generate 72 tonne steam per hour it would only be connected to industries 1-7 that have a total maximum need of 56 tonne/hour. For information about the individual use for the industries se appendix 4 and for connection scheme see figure 40. 6.1.5.1 Electric power The turbine is designed for a steam data of 40 bar and 400 ˚C. An addition of 10 % has been made to the turbine size in consultation with the turbine supplier. The turbine is prepared for an extraction of 83 tonne/hour of steam at a pressure of 14,5 bar but is designed for zero extraction letting all the steam pass through the second stage of the turbine. The condensing pressure is fixed to 0,5 bar. Cooling towers are designed for condensation of the 0,5 bar steam (temperature 81˚C), a system that is far away as efficient as a water cooled system. Lack of rivers/lakes in the area is making cooling towers as the only possible solution. A preliminary electricity output from turbine for alternative 1, 60 MW grate is 16 MW (if no steam is extracted at 14,5 bar) and 27 MW for alternative 2, 100 MW grate. The steam consists of about 95 % dryness The turbines would be delivered as packages with generator, gear, valves etc. with a cost of (excluding work costs): Alternative 1: 6 million Euros Alternative 2: 8 million Euros The production of electric power will vary depending on the need of steam to the industries. There is also a variation in the internal need of electricity because of the variation of power to the cooling tower. The cooling tower will need more power input during hot periods. The temperature varies with the seasons and the daily variations between day and night. The cooling tower needs to be dimensioned so that it is possible to cool down all the low pressure steam in the scenario that all the steam produced in the boiler passes through the low pressure turbine. This will lead to an over sized cooling tower, but it is necessary if there will be a shutdown of steam to the industries. 6.1.5.2 Steam There are seven known industries in the area that are using steam as a part of the process. The use of the steam in the processes is unknown, but an assumption of all steam being reused has been made. More than seven industries in the area are using steam, with unknown data, so a connection of further industries would be possible in the future. As earlier mentioned a maximum of 81,5 tonnes/hour steam is required. Two of the industries have varying production during the seasons so the need of steam to industries will vary as shown in figure 41. As there is no known daily variation in need of steam, a steam accumulator will not be necessary. 53 Need of steam over the year 85 80 Ton/Hour 75 70 65 60 55 50 jan feb mar apr may jun jul aug sep okt nov dec Figure 41: The variation in need of steam over the year. .1 Steam Pipe dimensioning 6.1.5.2.1 Steam velocities for saturated steam are recommended somewhere between 15-40 15 m/s for steam distribution systems70. From those recommendations recommendations an optimization of a steam pipe system has been made. The optimization has been made from following factors: • Investment: The cost of the pipes increases as the diameter of the pipe increases. • Electric power: Transporting steam involves a pressure drop which leads to either an install of a steam compressor (expensive investment and high operating costs) or steam with higher pressure from the plant. The last option gives a loss in electric power production from the plant. As the diameter of the pipes increases increases the pressure drop decreases. • Future: In case of further industries connected in the future, future, the actual system should allow 50 % more steam flow. Three different diameters of pipes (273, 323 and 406 mm) that satisfy the recommendations have been presented by the supplier. From those models an a optimization considering the factors above has been made in What´s best. 70 (Engineering toolbox) 54 Income [M. €/year] Yearly income as a function of outlet pressure 7,85 7,80 7,75 7,70 7,65 7,60 7,55 7,50 7,45 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 Pressure [Bar] y = 1 415,80x2 - 76 870,10x + 8 527 486,67 Figure 42. The annual income as a function of the outlet pressure. The equation in figure 42 above has been used to calculate an optimized size of the steam pipe system satisfying the criteria’s mentioned above. Calculations are made for the 100 MW plant and results of the optimization are shown in table 6: Table 6. The pipe diameter and pressure between the plant and the industries 1-7. Plant-1 1-2 2-3 3-4 4-5 5-6 Diameter [mm] 406 406 406 406 323 323 71 Pressure [bar] 14,07 13,59 13,40 12,438 12,32 12,15 6-7 323 12 With this optimization a pressure of 14,1 bar is required from the plant. To secure the right pressure at every industry there is a safety margin calculated and the extraction from the turbine is made at 14,5 bar. To see the equation and the calculations of the pressure drop inside a steam pipe see appendix 12. 6.1.5.2.2 Condensation Pipe dimensioning The steam used in the industries will return as condensate of around 100 ˚C. A pipe system concerning the quantity of condensate and investment costs of the different pipe sizes has been made. Water inside pipes has usually a velocity of 2,5-3 m/s and those recommendations have been followed determining the pipe size. A certain amount of steam will condensate in form of heat losses and not be able to reach the industry as steam. This heat loss in W/m is described in equation 7 below. ݂ = ሺܶௗ௨ − ܶ௧ ሻ × ܷ 71 (7) (Engineeringtoolbox) 55 A condensation quantity can be decided over the distance from the plant to the last industry for a known evaporation enthalpy, hfg, of ܶௗ௨ . With an optimized pipe system 2 tonne steam per hour will condensate inside the pipes. To compensate this loss a maximum of 83,5 tonnes steam will be extracted from the turbine. All the calculations are shown in appendix 13. 6.1.5.3 Results absorption cooling machine The calculated COP for the existing cooling machines at the industries is expected to be 3,272 and 3 of the industries use electric power as energy source. Two of the industries use natural gas and one of them has temperatures below 0°C. By connecting this industry to the steam grid it is possible to use the AACM. The rest of the industries are connected to a separate grid only supplying cooling water at a temperature of 7°C. The ACM that is chosen is a Carrier/Sanyo steam fired TJ16-53 which has a cooling effect of 1440 kW, steam flow of 6,108 tonne/h and a COP of 0,7 at driving pressure of 0,5 bar gauge pressure. The steam flow from the turbine is at maximum 56 tonne/h and a minimum of 36 tonne/h which satisfies the maximum need of 33,6 tonne/h. This leads to a enthalpy of 1,124 MJ/kg for the wet steam leaving the ACM and a steam content of 34% that needs to be cooled down to condensate. By parallel connecting six of this type it is possible to satisfy the need of district cooling. The price for such an ACM would be 2,6 M€ including a separate cooling tower for the ACM73. The AACM is placed on site at the industry and uses steam at 14,5 bar and a temperature of 200°C. By contacts with Colibri, an AACM supplier, the machine that would be in appropriate would cost approximately 2M€ including a cooling tower and a detailed technical specification is presented in appendix 3. The AACM has a refrigeration capacity of 3,7 MW, delivers a evaporation temperature of -20°C and has a COP of 0,47. 6.1.5.4 District cooling The grid for distributing the cooling water is chosen according to the regulations of D:21174 for the connected industries so that the velocity of the flow lies between 0,9 and 3,1 m/s depending on the size of the pipe and is calculated in equation 6. ସሶ ݀ = ටగ [݉] ܸ = ݐ ݂ ݕݐ݈݅ܿ݁ݒℎ݁ ݂݈݉[ ݀݅ݑ/]ݏ ܸሶ = ݐ ݂ ݓ݈݂ ݁݉ݑ݈ݒℎ݁ ݂݈݉[݀݅ݑଷ /]ݏ (6) The system will consist of a single piped solution with plastic service pipes. This solution minimizes the actual cost of material and it also reduces the heat loss compared to using a steel or copper pipe. The costs for building a distribution grid is based on actual costs for building distribution pipes of natural gas including costs of engineering, construction workers, equipment and rentals. The rate of progress is based on 300 m/day and the price for the property is based on the costs of property for the municipality of Lampa. 72 (Energimyndigheten, 2006) (Carrier, 2008) 74 (Svensk Fjärrvärme, 2006) 73 56 The chosen pipe has the dimension of 306 mm which gives a velocity of 1,3-2,8 m/s and a mass flow of 351-753 tonnes/h depending on the load and the price for the pipes would be 2,3 M€ based on a metric price from a supplier 144 €/m pipe and a total length of 16500 meters. Variations of need over the year as seen in figure 43. Need of cooling over the year 6000 5000 [MWh] 4000 Industry 3 3000 Industry 2 2000 Industry 1 Industry 7 1000 0 Jan Feb Mar Apr May Jun Jul Aug Sept Oct Nov Dec Figure 43. The figure shows the variations of cooling for the industries connected to the ACM. 6.1.6 Cooling tower For calculations of the need of cooling the formula 875 was used ܳ = ݉ሶ௫ ∗ ൫ℎ,௦௧ − ℎௗ௦௧ ൯ (8) Where, ݇ܬ ܳ = ݀݁ݎ݂݁݊ܽݎݐ ݕ݃ݎ݁݊ܧ ൨ ݏ ݉ሶ௫ = ݃ݑݎݐ ݓ݈݂ ݏݏܽ݉ ݉ݑ݉݅ݔܽܯℎ ݈ ܾ݁݊݅ݎݑݐ ݁ݎݑݏݏ݁ݎ ݓ ݇݃ ൨ ݏ ℎ,௦௧ = ݐ݊ܧℎ݈ܽ ܯܥܣ ݎ ܾ݁݊݅ݎݑݐ ݁ݎݑݏݏ݁ݎ ݓ݈ ݉ݎ݂ ݉ܽ݁ݐݏ ݐ݁ݓ ݎ݂ ݕ ℎௗ௦௧ = ݐ݊ܧℎ݈ܽ ݁ݐܽݏ݊݁݀݊ܿ ݂ ݕ ݇ܬ ൨ ݇݃ ݇ܬ ൨ ݇݃ The steam leaves the turbine at saturation pressure and needs to be cooled down to saturated water to prevent damages on the pump. In case of problems with delivering steam to the industries, the dimensions are set to fit the event of all steam from the boiler passing through the low pressure part of the turbine and thereby through the cooling tower. 75 (Yunus, 2003) 57 Table 7. Table over phases when passing through the cooling tower under the worst case scenario. Phase Pressure [Bar] Temperature [°C] Enthalpy [kJ/kg] Steam content Low pressure steam Saturated liquid 0,5 81 2530 95% Mass flow [Tonne/h] 120 0,5 81 340 0 120 The chosen cooling tower is an air cooled condenser from GEA group. Sizing is made to the worst case scenario with a steam flow of 120 ton/h and by-passing the ACM after the low-pressure turbine. The calculations for required electricity to the fans are made in their calculation tool 76 but due to limitations in the program the calculations for the cooling tower based on steam content of 85%. This has the consequence of an overestimation of the shaft power for the cooling tower. Table over the calculations are presented in appendix 6. Because of the variations in temperature during daytime, night and during the seasons the power to the cooling tower varies. During the winter when temperatures are low and the heat load is low, there is less demand of high input to the fans as the temperatures are low. The reason for the low heat load is that during these months the demand from the industries of steam is high and therefore less steam is left to the low pressure turbine. 300 40 250 200 30 Fan shaft power Thigh [kW] 20 Fan shaft power Tlow [kW] 10 Average High T [°C] dec nov oct sep aug jul jun may apr mar 0 feb 150 jan Electrivity [kW] The electricity to the condensor connected to the heat load in relation to the outside temperature. Average Low T[°C] Figure 44. The figure shows the power needed to the cooling tower in relation to the variations in temperature for 2007 77 for Santiago de Chile . 6.1.7 Energy balances The energy balance for the plant is presented in figure 46. The production is constant over the year, accept for the month of June, when the plant is shutoff. This has the consequence of variations in power distribution within the system. The cooling tower needs to cool down more condensate during the cold months of April to August. This does not lead to an increase in power to the fans to the cooling tower because of lower air temperatures as presented in figure 44. 76 77 (GEA group, 2008) (myforecast.com) 58 The tapping of to the feed water tank and the turbine 1 will work under constant conditions over the year. The production of electric power is shown in figure 45 and varies with the demand of steam to the industries. The major industries that are connected to the grids have their peak of need during the warm months of the year and therefore contribute to an efficient cooling sink of the steam, returning condensed water. If the annual need would have been the opposite, the cooling tower would have used more power to condense the steam during the warm period of the year. The variations of power to the different parts over the year 120,0 Tapping off 2 ton/h 100,0 Cooling tower MW 80,0 ACM 60,0 Turbine 2 40,0 20,0 To industries 0,0 Turbine 1 Jan Feb Mar Apr May Jul Aug Sept Oct Nov Dec Figure 45. The figure shows the distribution of energy to the different parts of the system. Distribution of the electric power produced in the plant 30000 MWh 25000 Electricity Netproduction Electricity [MWh] 20000 15000 Electricity Electricity for the plant [MWh] 10000 5000 Electricity For driving ACM [MWh] Dec Nov Oct Sept Aug Jul May Apr Mar Feb Jan 0 Electricity For cooling towers [MWh] Month Figure 46. The figure shows the flows of electric power for the plant. 59 6.1.8 Efficiencies The efficiencies of the plant are shown in figure 47 and describe: • • Alpha value, the relation between the electricity and the used energy for heating (Steam to industries and for driving the ACM). The total efficiency which is based on the heat value for the waste and the produced energy. The efficiencies for the plant 0,8 0,7 Efficiency 0,6 0,5 0,4 0,3 0,2 Alpha value Total Efficiency 0,1 0 Figure 47. The figure shows the different efficiencies for the plant. The efficiency of the incinerator is set to be 88% which gives that the ash will consist of some organic compounds. The plant will have a break for revision during the month of June. This results in a shutdown of all production at the plant. Because of the difference in the need of steam to the industries the steam to the second turbine will vary also. This results in a variation of the alpha value and the total efficiency of the plant. The internal use of electricity is set to be 1/778 and this includes pumps, control system, flue gas cleaning system etc. The electricity for driving the fans and control system for the cooling tower and the ACM is separated and varies with the outside temperature and load. The total efficiency is calculated as the net power output in relation with the heat value of the waste that is put in. For details see appendix 7. 78 (Åberg, 2009) 60 6.2 Economy The investment, operational costs and annual incomes are considered in this chapter. Different economical methods have in the end of the chapter considered the profitability of the plant. 6.2.1 Investment The plant investment includes the parts shown in the table 8 below. For more exact presentation of the industrial need, connection costs and incomes for each industry see appendix 8-10 Table 8. The total investment for the two systems shown in M. Euro. Grate Fluegas cleaning Water treatment Property Construction Turbine Cooling Tower Total 60 MW 62,0 12,8 1,3 0,9 6,5 6,0 2,2 91,6 100 MW 80,0 15,0 1,5 0,9 7,1 8,0 3,7 116,2 Table 9. Investment cost for pipes and ACM in M. Euro. Steam pipes 3,63 Condensate pipes 7,98 Cooling pipes 2,29 Work costs 0,53 ACM with cooling tower 1,22 Total 15,64 The cost for pipes and ACM are chosen for the plant of 100 MW (see table 9). 6.2.2 Operational Costs The annual operational costs include the salaries for workers, maintenance, water, chemical costs and internal use of electricity. Those costs are shown in table 10. For more detailed information, see appendix 10. Table 10. The annual operational costs shown in M. Euro. 60 MW 100 MW Salaries 0,88 0,88 Water 0,007 0,012 Chemicals 0,31 0,52 Maintenance 1,89 2,45 Internal Electricity 0,70 1,26 Total 3,09 3,87 61 6.2.3 Results Carbon Credits The most important goal for reducing GHG is the limitation of emissions of carbon dioxide equivalents in the atmosphere. There are different incentives that can be received for decreasing the amount of GHG, shown in table 11. The carbon credits are received for replacing existing solutions such as land filling and incineration of fossil fuels. Table 11. The table presents different incentives from the Kyoto agreement for substituting to low GHG production. Carbon credit No deposit Not depositing Green energy SIC electricity, green energy Diesel, green energy Gas, green energy Oil, green energy Coal, green energy Amount 5,04 7,20 7,20 3,46 2,13 1,58 2,23 2,72 Unit [€/tonWaste] [€/TonCO2] [€/TonCO2] [€/MWh] [€/MWh] [€/MWh] [€/MWh] [€/MWh] For calculating different fuels contribution the use of carbon dioxide equivalents is used. This system is based on different gases contribution to the GHG-effect per ton and is displayed in table 12. Carbon dioxide has equivalent 1 and for example nitrous oxide has 310 times the impact as carbon dioxide. Table 12. Carbon dioxide equivalents for the calculated gases79. Gas Carbon dioxide [CO2] Methane [CH4] [N2O] Rate 1 21 310 By knowing what kind of gases a certain fuel is forming when incinerated, it is possible to do calculations of their individual GHG impact in carbon dioxide equivalents. Each fuel is then recalculated so that it possible to do a comparison between how much they emit per energy unit. Examples are shown in table 13 Table 13.The table is showing the calculated ratio of incentives based on CO2-equivalents when replacing different energy resources. Source that is replaced Biogas landfill SIC Electricity Gas Diesel Oil Coal 79 Ratio [Euro/MWh] 0,25 0,48 0,22 0,3 0,31 0,38 (SCB, 2006) 62 6.2.4 Landfill versus Incineration The Kyoto agreement makes it possible to gain money not only by selling a product, but also in creating new climate smart solutions that decrease the amount of Greenhouse gases in the atmosphere. As mentioned before there is a project at the landfill Lomos Los Colorados, north of Santiago. This landfill is such a project where landfill gas is captured and flared to the air. At this moment there is no power generation, but it is about to start during 2009. The estimated capture at the landfill of GHG is 50%80 and the fractions of GHG are presented in appendix 8. The table shows that the dominating gases are methane and carbon dioxide and that the fraction is about 50% each. The landfill has an estimated life span until 205281. The methane generation constant decay constant is based on local climate such as temperature, precipitation and set to be 0,07 [1/year], L0 describes the overall methane capacity and is set to be 80,64 [m3/Mg]82. The estimated life span for 1 metric ton is set to be 50 years. The carbon dioxide emitted from the landfill is expelled from the calculation of GHG for all quantities with origin from biomass such as food. Only the carbon dioxide emitted from fossil waste is included in the calculation. For calculation of the rate of effect from the different GHG it is common to use the system of carbon dioxide equivalents and is presented table 13. Because of the domination of Carbon dioxide and methane gas, only these gases are used for the calculation. When calculating the amounts of GHG from a WTE-plant it is necessary to know the amount of carbon dioxide with origin from fossil waste, such as plastics. This amount is calculated to be 15% and must be calculated separately. Because of the project at the landfill the calculated rate of GHG is set be 50%, e.g. the calculations are based on the half that is emitted to air. The industries that will be connected to the grid and who today use fossil energy or electric energy is also calculated as carbon dioxide equivalents. When waste is incinerated the amount of methane emitted is expected to be low and the main post is carbon dioxide. 6.2.5 Incomes Incomes for a WTE-plant are: • • • • • • • • Electricity (69 €/MWh) Steam, individual contracts, 10% lower price than today (between 24-45 €/MWh) District cooling, individual contracts, 10 % lower than today (between 22-59 €/MWh) Gate-Fee (9,38 €/tonneWaste) Carbon Credits, waste destruction (2,52 €/tonneWaste) Carbon Credits, green energy (3,46 €/MWh) ERNC benefit (8 €/MWh) Electricity installation (6 €/kW and month) 80 (UN, 2006) (Arias, 2008) 82 (United Nations, 2006) 81 63 6.2.6 Profitability Two methods have been used to calculate the profit of the plants. The first method is called net present value, NPV, and it shows the value and the magnitude of a project. Internal Rate of Return, IRR, is the other method and it is an indicator of the efficiency or quality of an investment. 400 350 Net Present Value [M. Euro] 300 250 200 100 MW 150 100 IRR=8,70% IRR= 13,71% 60 MW 50 0 -50 0% 2% 4% 6% 8% 10% 12% 14% 16% 18% 20% 22% 24% -100 Discount Rate Figure 48. The net present value as a function of the discount rate for the two scenarios. As shown in figure 48, IRR for the 60 MW scenario is 8,70 % and 13,71 % for the 100 MW scenario. Discount rate for a project at KDM is between 12-14 %. This gives a negative, non profitable, NPV for the 60 MW investment. The 100 MW-scenario is inside the range and a discount rate of 12 % would generate a positive value. The incinerator of 100 MW is shown to be more profitable so all calculations in the future will only be based on that scenario. A third method has therefore been used to see if an installation is profitable. The discounted pay-off method is calculated with respect to the discount rate. All Incomes must then be discounted to the present value before addition83. 83 (Wikipedia) 64 M. Euro Discounted pay-back time 60 40 20 0 -20 -40 -60 -80 -100 -120 -140 -160 0 2 4 6 8 10 12 14 16 18 20 22 24 100 MW 60 MW Years Figure 49. Pay-back time shown in years for the two cases. KDM consider a project as good if the pay-back time is at 60 % or less of its lifetime. As shown in figure 49. The 60 MW plant repays first after 23 years and is as earlier shown unprofitable. After 12 years that is about 50 % of a plants lifetime, the 100 MW has been repaid which makes the project profitable. 6.2.6.1 Sensibility analysis A sensibility analysis has been made where the gate-fee income and energy price has been varied. These analyses are shown in Figures 50 and 51. Gate-fee variation 100 MW plant 400 350 Net Present Value [M. Euro] 300 250 200 IRR=13,71% 150 IRR=18,89% 9,38 €/ton 20 €/ton IRR=16,40% 100 30 €/ton 50 0 0% 2% 4% 6% 8% 10% 12% 14% 16% 18% 20% 22% 24% -50 -100 Discount Rate Figure 50. Variation in NPV depending on the gate-fee price for the 100 MW plant. 65 The analysis, presented in Figure 50, is showing that the project definitely would satisfy KDM:s conditions if the gate-fee income increased to 20 €/tonne (all the other parameters constant). As the gate-fee has increased about 10 % annually the last years and is still low compared to surrounding countries an analysis has not been made with a reduced gate-fee. Energy price variation 100 MW 500 300 Today 200 IRR=13,71% IRR=17,36% IRR=22,70% 22% 20 % increase 18% Net Present Value [M. Euro] 400 50 % increase 100 -100 24% 20% 16% 14% 12% 10% 8% 6% 4% 2% 0% 0 Discount Rate Figure 51. Variation in NPV depending on the energy price for the 100 MW plant. As seen in Figure 51 a variation of the energy price has a bigger effect on the profitability of a plant than the gate-fee variation. The electricity price in Chile has increased the last years and has an uncertain future. Steam and it´s price that today is produced from fossil fuels has also an uncertain future. A low fossil fuel price has been used in “today’s” calculations. As a consequence of that, only an increased energy price has been studied. 66 6.3 The environmental impact Beside the economical results, environmental impact of a WTE-plant in contaminated Metropolitana Region has been studied. There are two types of environmental impacts that have been studied; the impact of greenhouse gases and the pollutants. 6.3.1 Pollutants The industries are using different type of fuels to provide themselves with steam. Depending on the amount of steam needed and type of fuel used there is a big difference between the industries regarding emissions. From the electric power the industries are provided with district cooling. To produce that electric power, indirect calculations and pollutions have been made. Those calculations are based on a ratio on the Chilean electricity grid in tonneCO2/MWh emitted. All the evaluated emissions are from Swedish industries and power plants (year 2005) that are using natural gas, oil, diesel and biomass as fuel84. A comparison has been made with emissions from a plant of 100 MW. The results are shown in Table 14. Table 14. Estimated emissions from the industries and from the plant in tonnes per year. The indirect emissions from industries are underlined. 1 NOx [tonne/year] 0,07 SO2 [tonne/year] 0,19 PM [tonne/year] 0,0028 VOC [tonne/year] 0,0034 CO [tonne/year] 0,02 2 2,50 0,00 0,23 0,10 0,75 3 21,58 2,70 5,99 0,22 3,24 3 2,09 5,94 0,09 0,10 0,52 4 17,94 0,08 0,70 1,93 7,54 5 5,28 0,00 0,23 0,21 1,58 6 5,40 0,67 1,50 0,05 0,81 7 34,25 6,85 2,69 17,13 102,76 7 5,99 16,96 0,25 0,30 1,50 8 72,57 46,80 80,92 3,08 18,65 Total, Direct 159,52 57,10 92,27 22,72 135,32 Total, Indirect 8,15 23,08 0,34 0,41 2,04 Total 167,67 80,18 92,61 23,13 137,36 Plant 100 MW 34,60 11,25 2,65 16,8 84,06 Emission savings 133,50 68,93 89,96 6,33 53,30 Industry\Pollutant A comparison was made with guarantees from the supplier for VOC and CO as there is no plant with that size and same flue gas system in Sweden. The guarantee from supplier is that a flue gas volume of 209127 Nm3/hour will fulfill the Chilean and RM norms. For SO2 and PM a comparison has been made with Ryaverken in Borås, Sweden, that are using same system for flue gas cleaning of those pollutants. Comparison of NOx emissions have been made with a mean value from Sysav P3 (Malmö, Sweden) and Korsta F5 (Sundsvall, Sweden) emissions during 2007. Those plants use SCR as system for capturing NOx just like a prospected plant in Santiago. 84 (Naturvårdsverket, 2006) 67 From table 14 it is possible to see that an environmental saving, concerning pollutants, would be made installing a WTE-plant. This environmental save is illustrated in figure 52 below. 180 160 140 ton/year 120 100 Industries 80 WTE-plant 60 40 20 0 NOx SO2 PM VOC CO Figure 52. Emissions illustrated from the industries and the WTE-plant in tonnes per year. 6.3.2 Greenhouse gases The emissions of greenhouse gases are divided in two parts. One part is dealing with the emissions from industries in form of fossil fuel incineration. The second part is concerning uncatchable biogas that today is emitting greenhouse gases from the landfill. 6.3.2.1 Industrial CO2eq emissions All the industries except one are using fossil fuels for incineration. For the industry that is using biomass as fuel today, only emissions of CH4 and N2O are calculated as greenhouse gas emissions86. Indirect emissions of CO2eq from electricity are based on the ratio mentioned in chapter 6.3.1. Table 15. Greenhouse gas emissions in tonnes per year. The indirect emissions are included. Emissions of CO2, CH4 and N2O are converted and shown in CO2eq from conversion factors shown in table 12. Industry 1 2 3 4 5 6 7 8 Sum/ Greenhouse gas CO2 [tonne/year] 52 2867 11496 9374 7002 2222 4655 47765 85432 CH4 [tonne/year] 0 1 7 3 2 1 222 24 261 N2O [tonne/year] 2 29 128 95 71 17 686 2250 3278 Sum/Industry 54 2897 11631 9472 7075 2240 5563 50038 85 88971 As shown in table 15, 88971 tonnes of CO2eq are emitted to the atmosphere from the industries today. 85 86 (Naturvårdsverket, 2006) (Lidén) 68 6.3.2.2 Greenhouse gas emissions from the landfill At the landfill, estimation is made that 50 % of the landfill gas is captured today. The greenhouse gas reduction from a plant installation would be the remaining 50 % of the gas minus the emissions from a plant of CH4 and N2O. All the calculations are shown in appendix 8. Around 316800 tonnes of waste will annually be incinerated and the fossil amount in Chilean waste is about 15 %. A comparison between a system of incineration and capturing CO2eq by biogas production is shown in table 16 below. Table 16. Greenhouse gas emissions from waste depositing and waste incineration in tonnes per year. Emissions of CO2, CH4 and N2O are converted and shown in CO2eq from conversion factors shown in table 12. Today´s system Waste incineration Difference CO2[tonne/year] 8690 80893 -72203 CH4[tonne/year] 186509 339 186170 N2O[tonne/year] 0 6003 -6003 Total 87 195199 88 87235 107964 As shown in tables’ 15 and 16 a total annual save of 196935 tonnes CO2eq would be made by installing a WTE-plant. 87 88 (United Nations, 2006) (Naturvårdsverket, 2006) 69 7 Conclusions The prefeasibility study is showing that waste incineration would be a possible solution for waste management in Chile. Calculated heat value of the MSW in the transfer station of Quilicura is 2,83 MWh/tonne which is well sufficient as fuel. A reciprocating grate is able to incinerate the waste of Santiago without any pretreatment needed and is therefore chosen as incinerator. Flue gas cleaning consisting of a cyclone, ESP, NID/Turbosorp and SCR have together with suppliers been chosen. The limits for emissions of NOx in Region Metropolitana are making SCR as the only possible solution for a 100 MW plant though the investment is more costly. A location at Lampa, close to the transfer station of Quilicura, has been chosen. It will be located in an industrial area, close to the railway and surrounding roads. It is as well close to industries that have a need of steam and cooling. Two scenarios have been studied, a 60 MW plant and a 100 MW plant. The 60 MW showed a negative NPV which made the project unprofitable. A 100 MW plant showed a positive NPV and payoff time of 12 years which makes the project profitable. All the calculations have therefore been made on the 100 MW solution. Sensibility analyses have as well been made where the gate-fee and the energy price has been varied. The simulations showed it profitable to connect the surrounding industries though the big investment cost for pipes and ACM. A contact was established with eight industries. They have a total maximum need of 81,5 tonne steam per hour and a annual need of 315436 MWh with a varying pressure between 10 and 13 bar. The steam of 14,5 bar will therefore be extracted from the turbine. Four industries have a total yearly need of cooling of 46885 MWh. The steam is expanding through the turbine to 0,5 bar (81 ˚C) where it is condensing in a ACM and the district cooling is produced and distributed (see chapter 6.1.4). Further studies are needed of: • • daily variations in industries production. amount of steam that is heat exchanged/directly used in the process. An assumption of all steam being exchanged and no daily variations has been made. Beside the production of steam and district cooling about 139174 MWh of electric power are annually produced. This gives a mean total efficiency of the plant of 0,64 and a alpha value of 0,3. The environmental impact has as well been studied for a 100 MW plant. As the industries today mainly use fossil fuels for steam production and the waste depositing emits methane an annual reduction of 196935 tonnes CO2eq would be made by installing a WTE-plant. A reduction of pollutants, SO2, NOx, MP, CO and VOC would as well be made (see chapter 6.3.1). 70 8 Discussion Starting off with waste incineration on a continent that is depositing all the waste is concerning, political, social, environmental and economical aspects. All those aspects together with other possible scenarios and uncertainties in the calculations are considered in the discussion. 8.1 Politics and social aspects If a WTE-plant will become reality the project will need the approval of the politics, both by the government and in the municipalities. This year there will be presidential election in Chile and there are possibilities of a change from the socialist president to a right-wing president. Much of the future is depending on their position when it comes to climate- and energy politics in the realization of a WTE-plant. The municipalities where the WTE-plant will be situated needs to approve the plant and show the benefits of a WTE-plant. The population that lives close to the site also needs to be informed about the benefits concerning air quality, green energy and use of a cogeneration plant. There is also need for motivating the placement of the plant in the RM-region and close to the industries that will be supplied with steam and district cooling. There are some different ways of constructing and operating a plant like this. Because of the great investment there will be need for a major investor that has the capital and the possibility of putting in money in such a long term investment. The benefits of a joint venture between a Chilean company and a big international are several. • • • • Easier to motivate when there are national interests involved Knowledge about the Chilean market Knowledge about how such a plant should be built and contacts with suppliers and engineering. Using knowledge of previous investments. Today there is a lack of knowledge when it comes to operating a WTE-plant, so there will be need for basic know-how about how to operate a plant. There are some alternatives: • • BOT, Build-Operate-Transfer. The plant is built by an international company which operates the plant and at the same time teaching a local operator before transferring the plant to this operator. BOO, Build-Operate-Own. An international company build, operates and continues to own the plant. The industries that will be connected to the system have to be informed and see the benefits of changing their production and relying on an external supplier of energy. There are such suppliers already in the region, but they use bio-mass incinerators placed on site at the industries. Because of the long term investment there is also need to have long term agreements about handling the waste for the operator of the plant. If there are other actors that take care of the waste it might lead to a higher cost for getting waste to the plant. 71 There are several incomes that come from incentives, both from the Kyoto agreement and the Chilean government. These incentives are limited in time and it is hard to tell what will come after these. The Kyoto agreement ends at 2012 and ERNC a bit further at 2035. 8.2 Climate and environmental A plant like this would contribute to Chile’s energy goals concerning increasing the amount of ERNC. There are also local benefits of substituting existing incinerators of fossil fuels that pollutes the air in the region with a WTE-plant, especially for steam generation where the production of steam comes from incinerators. The production of district cooling has its benefits when it comes to the national use of electricity. By substituting electrical driven cooling machines by an ACM the electricity can be used elsewhere. A combined heat and power plant would decrease the need of fossil fuel both in the industry sector and the electricity production. 8.3 Waste improvements from an incineration point of view The waste that comes to the transfer station is a mix of all kind of waste and there is a huge potential of recycling some of it. Glass, ceramics and metals are all decreasing the heat value of the waste because of no contribution of organic compounds. All three of them will be in the ash after the incineration. One other way to increase the heat value of the waste would be to separate the food waste from the rest and thereby sorting out the major part of the humidity and obtain a dryer fuel. The food waste can be composted or used in anaerobic digestion for production of biogas. One other improvement of the waste would be to sort out PVC-plastics from the waste. PVC plastics consist of high amounts of chloride and when incinerated it produces highly toxic gases and therefore needs more chemicals for the flue gas cleaning and leads to increased corrosion. 8.4 Uncertainties There are some expectations and uncertainties in the project: • • • • • What will happen after the end of the Kyoto agreement? The simulation is based on a system with incomes from the trade of carbon credits. The industries have some variations in need of temperature and pressure that are simplified in this project. There is need of more investigations when it comes to the water supply on site. The calculated hours of operation are high for plant on a new market with new staff. The prices for the components of the plant are based on estimated values from the suppliers and it is therefore need of actual offers from them. 8.5 Other Solutions Beside a 60 or 100 MW plant there are several other solutions possible for waste incineration. A Swedish solution where the heat after the turbine is heat exchanged to a grid of district heating, steam or district cooling is not dominating around the world. Possibilities to just produce electric power from a plant in Santiago have not been studied. The profit and the total efficiency of a plant are not as good as with a cogeneration plant but there is no need of contact with industries/households and it is easier to find a good location. Such a plant would be possible to construct at the landfill of KDM assuming that the site would be possible to provide with water. 72 A second solution would be to construct a small plant on a big industry site, where the size of the plant would be decided by the steam, hot water and district cooling needed for that industry. Depending on type of the industries process, parts of the waste incinerated could directly be taken from the waste produced by the industry. A third possible solution could be to establish the first plant outside Region Metropolitana. There are two big cities in the fifth region, west of Santiago, Valparaiso and Viña del Mar, where a plant could be constructed. There are several big industries around the area of “Puerto Ventanas” where there is a possible need of steam. Other laws concerning emissions would as well make an investment outside RM less costly. Because of the closeness to South Pacific Ocean it would be possible to construct a plant that is just producing electric power and easy get rid of the waste heat by heat exchanging it with the ocean. 8.6 Future In the future a WTE-plant probably will be built in Chile. Beside the Swedish interests, there are several other companies from other parts of the world that are investigating the potential in the Chilean market. The lack of electricity that Chile is facing right now is forcing the country to find alternative energy sources. Chile´s government has shown by incentives like ERNC that they are supporting a future with more renewable energy sources involved. The Minister of Energy has been participating in seminaries, with a positive willing, where incineration of waste has been discussed so the WTE future might be within 5 years. Seen from a political and social view, the main problem will be to convince local politicians and people who are living in municipalities why their municipality has been chosen as site for a WTEplant. Waste treatment has through the years been associated with problems so the inhabitants will probably be skeptical. Main problem is to find a company that is able and willing to invest in such a project. Different possible solutions are discussed in 8.1. Is it realistic that the knowledge of Swedish engineers will be applied in a future plant in Chile? A good contact and relationship is built up between the parties through the Swedish-Chilean fund, Master Thesis students etc. This relationship has now to be taken to next level if Sweden wants to be a part of a future plant. A real feasibility study needs to be made. To fulfill that a team consisting of experts in waste incineration and the Chilean society must make a longer visit in Chile and cooperate with a waste treatment company. As almost none of the technique is Swedish, Sweden would contribute to the project with its knowledge. To continue with only student exchanges within this area will just give the competitors an advantage though they sooner or later will present a real project. A well working, profitable, first plant will be able to open up the whole South America as a market and make the risky first investment into a big business. 73 9 The Authors The study is written by Marko Amovic and Fredrik Johansson, below it is possible to see the author of each chapter. MA = Marko Amovic and FJ = Fredrik Johansson. Abstract (MA) 1 Introduction (MA) 1.1 Background of the cooperation between Borlänge Energi/IVL and Chile (MA) 1.2 Purpose (MA) 1.3 Limitations (FJ) 1.4 Announcements (FJ) 1.5 Method (MA) 2. Background 2.1 Chile (FJ) 2.2 Environmental issues (FJ) 2.3 Waste Treatment (MA) 2.4 Industrial situation (MA) 2.5 Chilean laws for emissions from incineration (MA) 2.6 Energy Industries and Electricity (FJ) 3. Waste incineration 3.1 Incinerators (MA) 3.2 Flue gas cleaning (FJ) 3.3 Comparison with Swedish WTE Plants (MA) 3.4 Water treatment (MA) 3.5 Cooling towers (FJ) 4 Steam Production (MA) 5 District cooling (FJ) 6 Results 6.1.1 Incinerator (MA) 6.1.2 Flue Gas Cleaning (FJ) 6.1.3 Location (MA) 6.1.4. Steam cycle (FJ) 6.1.5 Distribution (MA) 6.1.6 Cooling tower (FJ) 6.1.7 Energy balances (FJ) 6.1.8 Efficiencies (FJ) 6.2 Economy 74 6.2.1 Investment (MA) 6.2.2 Operational Costs (MA) 6.2.3 Results Carbon Credits (FJ) 6.2.4 Landfill versus Incineration (FJ) 6.2.5 Incomes (MA) 6.2.6 Profitability (MA) 6.3 The environmental impact (MA) 7 Conclusions (MA) 8 Discussion 8.1 Politics and social aspects (FJ) 8.2 Climate and environmental (FJ) 8.3 Waste improvements from an incineration point of view (FJ) 8.4 Uncertainties (FJ) 8.5 Other Solutions (MA) 8.6 Future (MA) 75 10 References Alvarez, H. (2006). Energi Teknik del 2. Andersson, C. (2004). ÅF Process-Utbildningspärm. ÅF. Arias, A. A. (11 2008). Avfallsverige. (u.d.). www.avfallsverige.se. Bengtson, H. P. (2006). Miljöeffekter av alternativa system för behandling av hushållsavfall i Santiago, Chile. Carrier. Carrier 16 TJ. Carrier. Carrier, T. S. (October 2008). Intervue with Carrier. (F. Johansson, Intervjuare) CDEC-SIC. (2006). Estadísticas de Operacíon 1997/2006. Santiago de Chile: CDEC-SIC. Colliers International. (2004). Mercado de parques industriales. Conama. (2007). Calidiad del Aire: Características Generales y Situtatión Actual. Hämtat från Comana, Region Metropolitana. CONAMA. (u.d.). http://www.conama.cl/rm/568/article-35383.html#h2_1. CONAMA. (den 25 08 2008). www.conama.cl EnapTermoelectrica articles-43967. Hämtat från CONAMA. Directive 2000/76/EC of the European Parliament. (u.d.). Embassy of Sweden, Santiago de Chile. (05 2008). Embassy of Sweden, Santiago de Chile. (Embassy of Sweden, Santiago de Chile) Hämtat från Embassy of Sweden: http://www.swedenabroad.com/Page____24893.aspx Energimyndigheten. (2006). Krav på kylaggregat. Eskilstuna: Energimyndigheten. Energy Information Administration. (04 2006). www.eia.doe.gov. Hämtat från http://www.eia.doe.gov/emeu/cabs/Chile/pdf.pdf Engineering toolbox. (u.d.). Engineering toolbox. Hämtat från http://www.engineeringtoolbox.com/flow-velocity-steam-pipes-d_386.html. Engineeringtoolbox. (u.d.). http://www.engineeringtoolbox.com/steam-pressure-drop-calculatord_1093.html. EON. (2008). http://www.ragnsells.se/upload/miljokonsult/EP/Seminarier/2008-0313/7.1%20Eldning%20av%20returbr%C3%A4nsle%20och%20hush%C3%A5llsavfall%20i%20en%20flui db%C3%A4dd.pdf. 76 Estevez, P. (2006). Waste to Energy as a key component of integrated solid waste management for Santiago, Chile. Fjärrvärme föreningen. (2000). Fjärrkyla- en inventering av framgångsfaktorer. Fjärrvärmeföreningen. GEA group. (2008). GEA Energy Technology GmbH. (GEA Energy Technology GmbH) Hämtat från http://gea-energytechnology.com/opencms/opencms/gem/en/index.html Gobierno de Chile, Comisíon Nacional de Energía. (September 2008). Wind Energy in Chile and the Renewable Energy Law 20.257. Hämtat från Com: http://www.gtz.de/de/dokumente/cne2008-encountry-case-study-chile.pdf Gärstadsverket. (2008). http://www.ragnsells.se/upload/miljokonsult/EP/Seminarier/2008-0313/6.%20G%C3%A4rstaverket.pdf. Instituto Superior Técnico. (2006). Training material in polygeneration in the food industry. Optipolygen, Intellegent Europe. KDM. (2008). Document. Lidén, M. (u.d.). SCB (Statistiska Central Byrån). Logstor A/S. (2008). www.logstor.se. Hämtat från Logstor: http://www.logstor.com/getfile.php?objectid=4143817 Ministerio de Energía. (2008). Gobierno de Chile. Mundo inmobiliario. (u.d.). Hämtat från http://www.mundoinmobiliario.com/cgibin/cl/prop_b.pl?volver=http://www.google.cl/search?hl=es&q=precio+UF%2Fm2+zona+industrial+l ampa&meta=&u=idunas&seccion=Se+Vende|Se+Arrienda|Compran|Se+Arrienda+AMOBLADO&loca lizacion=Todas&comuna=.&tipo=Todas&nhabitac. myforecast.com. (u.d.). My Forecast. Hämtat från www.myforecast.com 2008 Naturvårdsverket. (u.d.). (http://www.naturvardsverket.se/upload/06_produkter_och_avfall/avfall/avfallsstatistik/data2006/ Kortv_Avfall_i_Sverige_2006_72dpi.pdf. Naturvårdsverket. (u.d.). http://www.naturvardsverket.se/Documents/foreskrifter/nfs2002/NFS200228.pdf. Naturvårdsverket. (December 2006). http://www.naturvardsverket.se/upload/02_tillstandet_i_miljon/utsl%C3%A4ppsdata/vaxthusgaser/ app17.pdf. Norma de emisión para incineración y coincineración. (u.d.). Norma de emisión para incineración y coincineración. Oddou, M. (11 2008). 77 Office of Solid Waste and Emergency Response. (1996). Technical Support Document for HWC MACT Standards. US Environmental Protection Agency. Ohlsson, A. (2006). Optimering av kalktillsatser. Plan de Prevención y Descontaminación. (u.d.). Ragnsells. (u.d.). http://www.ragnsells.se/upload/miljokonsult/EP/Seminarier/2008-0313/6.%20G%C3%A4rstaverket.pdf. Sistema Nacional de Información Ambiental. (2006). www.sinia.cl. Hämtat från http://www.sinia.cl/1292/articles-39262_pdf_res_ejec_ingl.pdf Spirax Sarco. (u.d.). Hämtat från http://www.spiraxsarco.com/resources/steam-engineeringtutorials/the-boiler-house/steam-accumulators.asp#head50. Sundsvalls energi AB. (u.d.). http://sundsvallenergiab.se/Miljo/Dokumentation/tekn_beskr1-75.pdf. Sundsvalls Energi AB. (u.d.). http://sundsvallenergiab.se/Miljo/Dokumentation/tekn_beskr1-75.pdf. Svensk fjärrvärme. Fjärrkyla-helt enkelt. Stockholm. Svensk Fjärrvärme. (2006). Läggningsanvisningar för fjärrvärme- och fjärrkylerör [D:211]. Svensk Fjärrvärme. Sysav. (2007). http://www.sysav.se/upload/ovrigt/AKV%20stor%20sv.pdf. Tchnobanoglous, G. (1994). Gestion Integral De Residuos Sólidos. Madrid: Mcgraw-Hill. Umeå Energi. UN. (2006). Loma los Colorados Landfill Gas Project. UN. United Nations. (2006). Loma Los Colorado Landfill Gas Project. Wikipedia. (u.d.). http://en.wikipedia.org/wiki/Net_present_value. Wikipedia. (2009). Wikipedia. Hämtat från Wikipedia-Chile: http://en.wikipedia.org/wiki/Chile www.wikipedia.org. (u.d.). Zevenhoven, K. (2002). Control of pollutants in flue gases and fuel gases. Helsinki: Helsinki University of Technology Department of Mechanical Engineering. Åberg, B. E. (Februari 2009). (F. Johansson, Intervjuare) Återvinningscentralen. (u.d.). http://www.atervinningscentralen.se/home/page.asp?sid=1639&mid=2&PageId=28495. 78 11 Appendix 79 Appendix 1. Is referred to in chapter 2.3.8.1 80 Appendix 2. A print of the values from the calculator of raw gas. Referred to in chapter 6.1.2 Under figuren finns ett antal anläggningsspecifika data som kan justeras. Indata Driftförhållanden Bränsleflöde Drifttid Verkningsgrad 40 ton per timme 8040 timmar per år 88 % O2-halt e. Panna 6,0 vol-% våt gas Oförbränt i slagg 5 vikts-% av TS Oförbränt i filteraska 15 vikts-% av TS 0 0 kg/ton bränsle kg/ton bränsle Tillsatser till spärrfilter Kalk Aktivt kol Stofthalter 3 efter spärrfilter mg/m n torr gas 2500 11% O2 3 mg/m n torr gas 5 11% O2 Andel av S, Cl, F och Br i rågasen (efter panna) Svavel Klor Fluor Brom 70 75 75 75 efter panna % % % % 81 Avskiljningsgrad i spärrfilter Kvicksilver Svavel Klor (HCl) Fluor (HF) Brom (HBr) 0 0 0 0 0 % % % % % Produktion Panneffekt 99,8 MW Energiproduktion 2,5 MWh/ton 802, Energiproduktion 0 GWh per år Gasdata O2-halt O2-halt CO2-halt Fukthalt Rökgasflöde Rökgasflöde Rökgasflöde SO2-halt e. Panna HCl-halt e. Panna HF-halt e. Panna HBr-halt e. Panna Askbalans Slagg och pannaska Spärrfilterstoft Spärrfilterstoft Stoftutsläpp 6,0 vol-% våt gas 7,5 vol-% torr gas 11,3 vol-% torr gas 19,6 vol-% 211 872 m3n/h 170 449 m3n/h torr gas 230 820 m3n/h torr gas vid 11% O2 213 mg/m3n torr gas vid 11% O2 333 mg/m3n torr gas vid 11% O2 3 mg/m3n torr gas vid 11% O2 0 mg/m3n torr gas vid 11% O2 271 5 kg/h TS inklusive oförbränt 576 kg/h TS inklusive oförbränt kg/h TS inklusive oförbränt 576 och additiv 1,15 kg/h TS Stökiometri i spärrfiltret SR totalt [Ca/(S+0.5*(Cl+F+B r))] 0,0 mol/mol 82 Spårelement I slagg och pannaska Inkl. oförbränt g/t TS kg/år I spärrfilteraska Inkl. oförbränt och absorbenter g/t TS kg/år Antimon (Sb) Arsenik (As) 0 2 0 48 0 22 0 101 Bly (Pb) Kadmium (Cd) 552 11 12047 241 2208 55 10222 256 Kobolt (Co) 0 0 0 Koppar (Cu) 0 123 04 268576 24608 Krom (Cr) 779 17001 2337 Kvicksilver (Hg) 0 2 1 Mangan (Mn) Nickel (Ni) 0 18 0 393 0 36 Tallium (Tl) 0 0 0 Vanadin (V) 0 136 6 0 0 29809 13656 Zink (Zn) * inklusive gasformigt Hg Beteckning: I stoftutsläp pet g/t TS 0 44 551 9 110 Fördelning i % Slagg och kg/ panna Spärr år ska filter Stoft 0 0 #### #### #### #### ### ### 32,0 67,8 0,27 51 54,0 45,8 0,23 1 48,4 51,4 0,21 #### #### #### 0 #### ### ### 57 1 70,1 29,7 0,15 0 615 113940 20 389 10818 4 36 61,0 38,8 0,13 794 7 7 * 74 1,9 8,1 90,0 #### #### #### 0 0 0 #### ### ### 167 90 1 70,1 29,7 0,15 #### #### #### 0 0 0 #### ### ### #### #### #### 0 0 0 #### ### ### 273 25 63230 12 3 32,0 67,8 0,27 Anläggning och driftfall Utsläpp till luft Antimon (Sb) Arsenik (As) Bly (Pb) Kadmium (Cd) Kobolt (Co) ug/m3n tg vid 0,0 11% O2 ug/m3n tg vid 0,2 11% O2 ug/m3n tg vid 27,6 11% O2 ug/m3n tg vid 0,6 11% O2 ug/m3n tg vid 0,0 11% O2 83 Klor (HCl) 307, ug/m3n tg vid 6 11% O2 ug/m3n tg vid 19,5 11% O2 ug/m3n tg vid 11% O2 (Inklusive 39,7 gasformigt) ug/m3n tg vid 0,0 11% O2 ug/m3n tg vid 0,4 11% O2 ug/m3n tg vid 0,0 11% O2 ug/m3n tg vid 0,0 11% O2 136, ug/m3n tg vid 6 11% O2 333, 1 mg/m3n tg vid 11% O2 Fluor (HF) 2,5 mg/m3n tg vid 11% O2 Brom (HBr) Svavel (SO2) 0,2 mg/m3n tg vid 11% O2 213, 0 mg/m3n tg vid 11% O2 Beteckning: Anläggning och driftfall Koppar (Cu) Krom (Cr) Kvicksilver (Hg) Mangan (Mn) Nickel (Ni) Tallium (Tl) Vanadin (V) Zink (Zn) Appendix 3. Technical specification for the AACM. Referred to in chapter 6.1.4.2 Colibri Technical Specification: - Design code: PED/AD-Merkblätter (other codes on request) - Refrigeration capacity: 3.700 kW - Cooling mode: brine cooling - Evaporation temperature: -20°C - Brine inlet: -10°C - Brine outlet: -15°C - Steam driving pressure: approx. 4 bara - Steam driving energy: 7.900 kW - Wet bulb temperature: 23°C - Cooling water supply: 30°C - Cooling water return: 35°C - COP: 0,47 - Electricity consumption: approx. 10% of refrigeration load including solution pump and cooling towers - Nominal dimensions: not designed yet - Delivery time: not fixed yet 84 - Rough budgetary price: 2 Mio. Euro Above technical data like temperatures, capacities, etc. can be adjusted within certain limits. Remarks: The steam will be condensed at approx. 4 bara and sent back as condensate of 4 bara. Appendix 4. The table shows the individual use of energy for the industries. June is marked grey because of shutdown of plant during this month. Referred to in chapter 6.1.4. 100 MW To Industries Total Steam Flow Industry Jan Feb Mar Apr May Jun Jul Aug Sept Oct Nov Dec 2 [MWh] 3 [MWh] 4 [MWh] 5 [MWh] 6 [MWh] 7 [MWh] 8 [MWh] 295 2921 3383 2492 581 8345 10080 267 2383 3056 2251 525 6808 10080 295 2276 3383 2492 581 6502 10080 286 2131 3274 2412 563 6089 10080 295 1266 3383 2492 581 3616 10080 286 1185 3274 2412 563 3386 10080 295 1266 3383 2492 581 3616 10080 295 2276 3383 2492 581 6502 10080 286 2131 3274 2412 563 6089 10080 295 2276 3383 2492 581 6502 10080 286 2735 3274 2412 563 7815 10080 295 2921 3383 2492 581 8345 10080 Energy Flow 120 [tonnes/h] Need of cool [MWh] Industry Jan Feb Mar Apr May Jun Jul Aug Sept Oct Nov 1 [MWh] Energy required (steam) in the 2 [MWh] 3 [MWh] 7 [MWh] ACM [MWh] 30 394 1231 3518 7390 27 356 1005 2870 6082 30 394 959 2741 5892 29 381 898 2567 5537 30 394 534 1524 3545 29 381 500 1428 3339 30 394 534 1524 3545 30 394 959 2741 5892 29 381 898 2567 5537 30 394 959 2741 5892 29 381 1153 3295 6940 85 Dec 30 394 1231 3518 7390 86 Appendix 5. The table over the efficiencies for the plant. June is marked grey because of shutdown of plant during this month. Referred to in chapter 6.1.4.3 Cooling process Effect needed in cooling processes [MW] Jan Feb Mar Apr May Jun Jul Aug Sept Oct Nov Dec m, cooling water Energy [kg/s] [MWh] 7 209 6 191 6 167 5 162 3 100 3 98 3 100 6 167 5 162 6 167 7 203 7 209 Velocity v massflow [m/s] [tonnes/h] 5173 3 753 4257 3 686 4124 2 600 3876 2 583 2482 1 361 2337 1 351 2482 1 361 4124 2 600 3876 2 583 4124 2 600 4858 3 730 5173 3 753 87 Appendix 6. The table over the calculations for the Cooling tower. June is marked grey because of shutdown of plant during this month. Referred to in chapter 6.1.5 Ave T high [°C] Worst case, dimension ed CT 29 Jan Feb Mar Apr Maj Jun Jul Aug Sep Okt Nov Dec 29 29 27 22 18 14 14 16 18 22 25 28 Fan Ave Steam shaft T flow Heat power low [tonnes Load T high [°C] /h] [MW] [kW] 12 12 9 7 5 3 3 4 6 7 9 11 120 75 629 36 39 44 46 56 57 57 45 46 45 38 37 35 36 39 40 46 46 46 40 40 39 36 35 224 235 243 230 248 237 236 210 218 227 216 222 Fan shaft power T low [kW] 174 182 188 188 211 208 207 181 187 186 173 173 Electric ity Electrici fans ty fans day night Total [MWh] [MWh] [MWh] 83 79 90 83 92 85 88 78 78 84 78 83 65 61 70 68 78 75 77 67 67 69 62 64 148 140 160 150 171 160 165 145 146 154 140 147 Need of cooling of in condens er [MWh] 24682 29727 44537 46391 75257 74271 75762 46831 47025 45848 27927 25521 Appendix 7. A table over the efficiencies for the plant. June is marked grey because of shutdown of plant during this month. Referred to in chapter 6.1.7 Alpha value Jan Feb Mar Apr May Jun Jul Aug Sept Oct Nov Dec Mean 0,26 0,27 0,30 0,31 0,39 0,39 0,39 0,30 0,31 0,30 0,26 0,26 0,30 Total Efficiency 0,70 0,68 0,64 0,63 0,55 0,54 0,55 0,63 0,63 0,64 0,69 0,70 0,64 88 Appendix 8. Calculations of greenhouse gas emissions from biogas capturing and incineration (see chapter 6.3.2.2 and 6.2.3) By biogas capturing Following series is describing the flow rate [m3/year] of landfillgas that is emitted year(i) =sum from opening year+1 (I=1) through year of projection = maximum expected LFG generation flow rate (m3/yr) = methane generation decay k rate constant (1/yr) = ultimate methane generation Lo potential (m3/Mg) = mass of solid waste deposited Mi in the i:th year (tonnes) = age of the waste deposited in ti the ith year (years) An integration of the formula gives 2 × ݇ × ܮ0 × ݅ܯ0 ݁ −݇ ݅ ݐdt −161,28 × [݁ −݇] ݅ ݐ50 0 Methane amount [volume%] CO2 amount [volume%] 50 0,07 80,64 1 1 – 50 156,4 Landfill gas composition 50% 50% Density, CH4 [kg/m3] Density CO2 [kg/m3] Density biogas [kg/m3] 0,717 Methane amount [mass%] 1,98 CO2 amount [mass%] 26,59% 73,41% Capturing CO2e by biogas production 50 years biogas production 50 years biogas production [m3/tonne waste] [kg/tonne waste] 156,4 50 years biogas production CH4/tonne waste] 1,3485 [kg Yearly Amount [Tonne/Year] 210,9054 316 800 50 years biogas production [kg CO2/tonne waste] Percentage of bio gas captured 154,836 50,00% Total amount of CO2 [tonne CO2/50years] Amount captured [tonne/year] 8881,39296 49052,0448 158400 Uncaptured part of methane Wasteamount that is fossil, [tonne CH4/50years] from CH4 and CO2 [tonne fossil/50years] 56,0694 Amount captured [tonne CH4/50years] 8881,39296 8690,015664 Greenhouse effect from biogas capturing CH4 (21 times stronger)[tonne CO2 [tonne CO2e] CO2e] 8690,015664 Total [tonne CO2e/year] 186509,2522 195199,2678 89 100 MW WTE-plant Installed Amount to incinerate [Tonne/Year] Heatvalue waste KDM [MWh/tonne] 316800 2,83 Emissions of greenhouse gases from a WTE-plant CH4 [kg/MWh] N2O [kg/MWh] 0,018 CH4 [kg/tonne] N2O [kg/tonne] 0,05094 CH4 [tonne/year] CO2 fossil [kg/tonne waste] 0,0216 255,345 CO2 fossil [tonne/year] 0,061128 80893,296 N2O [tonne/year] 16,137792 19,3653504 Greenhouse effect from an future system with incineration CO2 CH4 (21 times stronger) 80893,296 92,73% Total (CO2e tonne/year) N2O (310 times stronger) 338,893632 0,39% 6003,258624 6,88% 87235,44826 90 91 Appendix 9: Incomes, costs, investment and the other economical calculations made for the 100 MW plant (see 6.2.5) Years Total Investment [€] 0 1 2 3 4 5 6 2 971 584 2 971 584 2 971 584 2 971 584 2 971 584 2 971 584 -131 825 754 Incomes Gate-fee Electricity 9 151 396 9 151 396 9 151 396 9 151 396 9 151 396 9 151 396 Steam 12 563 549 12 563 549 12 563 549 12 563 549 12 563 549 12 563 549 Remote Cooling 1 205 692 1 205 692 1 205 692 1 205 692 1 205 692 1 205 692 Net energy income 22 920 637 22 920 637 22 920 637 22 920 637 22 920 637 22 920 637 Carbon Credits (Waste destruction) 798 336 798 336 798 336 798 336 798 336 798 336 Carbon Credits (Green Energy) 923 719 923 719 923 719 923 719 923 719 923 719 1 722 055 1 722 055 1 722 055 1 722 055 1 722 055 1 722 055 969 029 969 029 969 029 969 029 969 029 969 029 1 761 264 1 761 264 1 761 264 1 761 264 1 761 264 1 761 264 Net carbon income ERNC benefit Payment for installation Total other incomes 2 730 293 2 730 293 2 730 293 2 730 293 2 730 293 2 730 293 Total Incomes 30 344 569 30 344 569 30 344 569 30 344 569 30 344 569 30 344 569 Personnal -884 237 -884 237 -884 237 -884 237 -884 237 -884 237 Water -12 309 -12 309 -12 309 -12 309 -12 309 -12 309 Chemicals -520 000 -520 000 -520 000 -520 000 -520 000 -520 000 -2 449 681 -2 449 681 -2 449 681 -2 449 681 -2 449 681 -2 449 681 -1 307 342 -1 307 342 -1 307 342 -1 307 342 -1 307 342 -1 307 342 Costs Maintenance Internal electricity use 1/7 Depreciation(Years) 20 -6 591 288 -6 591 288 -6 591 288 -6 591 288 -6 591 288 -6 591 288 -11 764 857 -11 764 857 -11 764 857 -11 764 857 -11 764 857 -11 764 857 -131 825 754 18 579 713 18 579 713 18 579 713 18 579 713 18 579 713 18 579 713 17% 3 158 551 3 158 551 3 158 551 3 158 551 3 158 551 3 158 551 15 421 161 15 421 161 15 421 161 15 421 161 15 421 161 15 421 161 6 591 288 6 591 288 6 591 288 6 591 288 6 591 288 6 591 288 22 012 449 Total Profit before taxes (EBITDA) Taxes on Profit Net profit Discount Rate IRR 12% 14 607 725 13,71% 12 349 276 Internal Rate 8% Depreciation(Years) 20 Net Cashflow Discounted Pay back period 22 012 449 22 012 449 22 012 449 22 012 449 22 012 449 -131 825 754 19 653 972 17 548 190 15 668 027 13 989 309 12 490 455 11 152 192 -131 825 754 -112 171 782 -94 623 592 -78 955 565 -64 966 256 -52 475 801 -41 323 609 92 7 8 9 10 11 12 13 14 15 16 2 971 584 2 971 584 2 971 584 2 971 584 2 971 584 2 971 584 2 971 584 2 971 584 2 971 584 2 971 584 9 151 396 9 151 396 9 151 396 9 151 396 9 151 396 9 151 396 9 151 396 9 151 396 9 151 396 9 151 396 12 563 549 12 563 549 12 563 549 12 563 549 12 563 549 12 563 549 12 563 549 12 563 549 12 563 549 12 563 549 1 205 692 1 205 692 1 205 692 1 205 692 1 205 692 1 205 692 1 205 692 1 205 692 1 205 692 1 205 692 22 920 637 22 920 637 22 920 637 22 920 637 22 920 637 22 920 637 22 920 637 22 920 637 22 920 637 22 920 637 798 336 798 336 798 336 798 336 798 336 798 336 798 336 798 336 798 336 798 336 923 719 923 719 923 719 923 719 923 719 923 719 923 719 923 719 923 719 923 719 1 722 055 1 722 055 1 722 055 1 722 055 1 722 055 1 722 055 1 722 055 1 722 055 1 722 055 1 722 055 969 029 969 029 969 029 969 029 969 029 969 029 969 029 969 029 969 029 969 029 1 761 264 1 761 264 1 761 264 1 761 264 1 761 264 1 761 264 1 761 264 1 761 264 1 761 264 1 761 264 2 730 293 2 730 293 2 730 293 2 730 293 2 730 293 2 730 293 2 730 293 2 730 293 2 730 293 2 730 293 30 344 569 30 344 569 30 344 569 30 344 569 30 344 569 30 344 569 30 344 569 30 344 569 30 344 569 30 344 569 -884 237 -884 237 -884 237 -884 237 -884 237 -884 237 -884 237 -884 237 -884 237 -884 237 -12 309 -12 309 -12 309 -12 309 -12 309 -12 309 -12 309 -12 309 -12 309 -12 309 -520 000 -520 000 -520 000 -520 000 -520 000 -520 000 -520 000 -520 000 -520 000 -520 000 -2 449 681 -2 449 681 -2 449 681 -2 449 681 -2 449 681 -2 449 681 -2 449 681 -2 449 681 -2 449 681 -2 449 681 -1 307 342 -1 307 342 -1 307 342 -1 307 342 -1 307 342 -1 307 342 -1 307 342 -1 307 342 -1 307 342 -1 307 342 -6 591 288 -6 591 288 -6 591 288 -6 591 288 -6 591 288 -6 591 288 -6 591 288 -6 591 288 -6 591 288 -6 591 288 -11 764 857 -11 764 857 -11 764 857 -11 764 857 -11 764 857 -11 764 857 -11 764 857 -11 764 857 -11 764 857 -11 764 857 18 579 713 18 579 713 18 579 713 18 579 713 18 579 713 18 579 713 18 579 713 18 579 713 18 579 713 18 579 713 3 158 551 3 158 551 3 158 551 3 158 551 3 158 551 3 158 551 3 158 551 3 158 551 3 158 551 3 158 551 15 421 161 15 421 161 15 421 161 15 421 161 15 421 161 15 421 161 15 421 161 15 421 161 15 421 161 15 421 161 6 591 288 6 591 288 6 591 288 6 591 288 6 591 288 6 591 288 6 591 288 6 591 288 6 591 288 6 591 288 22 012 449 22 012 449 22 012 449 22 012 449 22 012 449 22 012 449 22 012 449 22 012 449 22 012 449 22 012 449 9 957 314 8 890 459 7 937 910 7 087 419 6 328 053 5 650 047 5 044 685 4 504 183 4 021 592 3 590 707 -31 366 295 -22 475 836 -14 537 926 -7 450 507 -1 122 454 4 527 594 9 572 279 14 076 462 18 098 054 21 688 761 93 17 18 19 20 21 22 23 24 25 2 971 584 2 971 584 2 971 584 2 971 584 2 971 584 2 971 584 2 971 584 2 971 584 2 971 584 9 151 396 9 151 396 9 151 396 9 151 396 9 151 396 9 151 396 9 151 396 9 151 396 9 151 396 12 563 549 12 563 549 12 563 549 12 563 549 12 563 549 12 563 549 12 563 549 12 563 549 12 563 549 1 205 692 1 205 692 1 205 692 1 205 692 1 205 692 1 205 692 1 205 692 1 205 692 1 205 692 22 920 637 22 920 637 22 920 637 22 920 637 22 920 637 22 920 637 22 920 637 22 920 637 22 920 637 798 336 798 336 798 336 798 336 798 336 798 336 798 336 798 336 798 336 923 719 923 719 923 719 923 719 923 719 923 719 923 719 923 719 923 719 1 722 055 1 722 055 1 722 055 1 722 055 1 722 055 1 722 055 1 722 055 1 722 055 1 722 055 969 029 969 029 969 029 969 029 969 029 969 029 969 029 969 029 969 029 1 761 264 1 761 264 1 761 264 1 761 264 1 761 264 1 761 264 1 761 264 1 761 264 1 761 264 2 730 293 2 730 293 2 730 293 2 730 293 2 730 293 2 730 293 2 730 293 2 730 293 2 730 293 30 344 569 30 344 569 30 344 569 30 344 569 30 344 569 30 344 569 30 344 569 30 344 569 30 344 569 -884 237 -884 237 -884 237 -884 237 -884 237 -884 237 -884 237 -884 237 -884 237 -12 309 -12 309 -12 309 -12 309 -12 308 -12 307 -12 306 -12 305 -12 304 -520 000 -520 000 -520 000 -520 000 -520 000 -520 000 -520 000 -520 000 -520 000 -2 449 681 -2 449 681 -2 449 681 -2 449 681 -2 449 681 -2 449 681 -2 449 681 -2 449 681 -2 449 681 -1 307 342 -1 307 342 -1 307 342 -1 307 342 -1 307 342 -1 307 342 -1 307 342 -1 307 342 -1 307 342 -6 591 288 -6 591 288 -6 591 288 -6 591 288 0 0 0 0 0 -11 764 857 -11 764 857 -11 764 857 -11 764 857 -5 173 568 -5 173 567 -5 173 566 -5 173 565 -5 173 564 18 579 713 18 579 713 18 579 713 18 579 713 25 171 001 25 171 002 25 171 003 25 171 004 25 171 005 3 158 551 3 158 551 3 158 551 3 158 551 4 279 070 4 279 070 4 279 071 4 279 071 4 279 071 15 421 161 15 421 161 15 421 161 15 421 161 20 891 931 20 891 932 20 891 933 20 891 934 20 891 934 6 591 288 6 591 288 6 591 288 6 591 288 0 0 0 0 0 22 012 449 22 012 449 22 012 449 22 012 449 20 891 931 20 891 932 20 891 933 20 891 934 20 891 934 3 205 989 2 862 490 2 555 795 2 281 959 1 933 749 1 726 562 1 541 573 1 376 405 1 228 933 24 894 750 27 757 240 30 313 035 32 594 994 34 528 743 36 255 305 37 796 878 39 173 282 40 402 215 94 Appendix 10: Incomes, costs, investment and the other economical calculations made for the 60 MW plant (see Years Total Investment [€] 0 1 2 3 4 5 6 -103 820 171 Incomes 1 782 950 1 782 950 1 782 950 1 782 950 1 782 950 1 782 950 5 176 571 8 205 076 1 205 692 14 587 339 5 176 571 8 205 076 1 205 692 14 587 339 5 176 571 8 205 076 1 205 692 14 587 339 5 176 571 8 205 076 1 205 692 14 587 339 5 176 571 8 205 076 1 205 692 14 587 339 5 176 571 8 205 076 1 205 692 14 587 339 479 002 509 261 988 263 479 002 509 261 988 263 479 002 509 261 988 263 479 002 509 261 988 263 479 002 509 261 988 263 479 002 509 261 988 263 ERNC benefit Payment for installation Total other incomes 548 108 1 043 712 1 591 820 548 108 1 043 712 1 591 820 548 108 1 043 712 1 591 820 548 108 1 043 712 1 591 820 548 108 1 043 712 1 591 820 548 108 1 043 712 1 591 820 Total Incomes 18 950 371 18 950 371 18 950 371 18 950 371 18 950 371 18 950 371 -884 237 -7 386 -312 000 -1 886 500 -739 510 -5 191 009 -9 020 641 -884 237 -7 386 -312 000 -1 886 500 -739 510 -5 191 009 -9 020 641 -884 237 -7 386 -312 000 -1 886 500 -739 510 -5 191 009 -9 020 641 -884 237 -7 386 -312 000 -1 886 500 -739 510 -5 191 009 -9 020 641 -884 237 -7 386 -312 000 -1 886 500 -739 510 -5 191 009 -9 020 641 -884 237 -7 386 -312 000 -1 886 500 -739 510 -5 191 009 -9 020 641 9 929 729 1 688 054 9 929 729 1 688 054 9 929 729 1 688 054 9 929 729 1 688 054 9 929 729 1 688 054 9 929 729 1 688 054 8 241 675 -10 288 560 10 574 314 8 241 675 8 241 675 8 241 675 8 241 675 8 241 675 5 191 009 13 432 684 11 993 468 -91 826 703 5 191 009 13 432 684 10 708 453 -81 118 250 5 191 009 13 432 684 9 561 119 -71 557 131 5 191 009 13 432 684 8 536 713 -63 020 417 5 191 009 13 432 684 7 622 066 -55 398 352 5 191 009 13 432 684 6 805 416 -48 592 936 Gate-fee Electricity Steam Remote Cooling Net energy income Carbon Credits (Waste destruction) Carbon Credits (Green Energy) Net carbon income Costs Personnal Water Chemicals Maintenance Internal electricity use Depreciation(Years) Total EBITDA Taxes on Profit Net profit Discount Rate IRR Internal Rate Depreciation(Years) Net Cashflow Discounted Pay back period 1/7 20 -103 820 171 17% 12,00% 8,70% 8,00% 20 -103 820 171 -103 820 171 95 7 8 9 10 11 12 13 14 15 16 1 782 950 1 782 950 1 782 950 1 782 950 1 782 950 1 782 950 1 782 950 1 782 950 1 782 950 1 782 950 5 176 571 8 205 076 1 205 692 14 587 339 5 176 571 8 205 076 1 205 692 14 587 339 5 176 571 8 205 076 1 205 692 14 587 339 5 176 571 8 205 076 1 205 692 14 587 339 5 176 571 8 205 076 1 205 692 14 587 339 5 176 571 8 205 076 1 205 692 14 587 339 5 176 571 8 205 076 1 205 692 14 587 339 5 176 571 8 205 076 1 205 692 14 587 339 5 176 571 8 205 076 1 205 692 14 587 339 5 176 571 8 205 076 1 205 692 14 587 339 479 002 509 261 988 263 479 002 509 261 988 263 479 002 509 261 988 263 479 002 509 261 988 263 479 002 509 261 988 263 479 002 509 261 988 263 479 002 509 261 988 263 479 002 509 261 988 263 479 002 509 261 988 263 479 002 509 261 988 263 548 108 1 043 712 1 591 820 548 108 1 043 712 1 591 820 548 108 1 043 712 1 591 820 548 108 1 043 712 1 591 820 548 108 1 043 712 1 591 820 548 108 1 043 712 1 591 820 548 108 1 043 712 1 591 820 548 108 1 043 712 1 591 820 548 108 1 043 712 1 591 820 548 108 1 043 712 1 591 820 18 950 371 18 950 371 18 950 371 18 950 371 18 950 371 18 950 371 18 950 371 18 950 371 18 950 371 18 950 371 -884 237 -7 386 -312 000 -1 886 500 -739 510 -5 191 009 -9 020 641 -884 237 -7 386 -312 000 -1 886 500 -739 510 -5 191 009 -9 020 641 -884 237 -7 386 -312 000 -1 886 500 -739 510 -5 191 009 -9 020 641 -884 237 -7 386 -312 000 -1 886 500 -739 510 -5 191 009 -9 020 641 -884 237 -7 386 -312 000 -1 886 500 -739 510 -5 191 009 -9 020 641 -884 237 -7 386 -312 000 -1 886 500 -739 510 -5 191 009 -9 020 641 -884 237 -7 386 -312 000 -1 886 500 -739 510 -5 191 009 -9 020 641 -884 237 -7 386 -312 000 -1 886 500 -739 510 -5 191 009 -9 020 641 -884 237 -7 386 -312 000 -1 886 500 -739 510 -5 191 009 -9 020 641 -884 237 -7 386 -312 000 -1 886 500 -739 510 -5 191 009 -9 020 641 9 929 729 1 688 054 9 929 729 1 688 054 9 929 729 1 688 054 9 929 729 1 688 054 9 929 729 1 688 054 9 929 729 1 688 054 9 929 729 1 688 054 9 929 729 1 688 054 9 929 729 1 688 054 9 929 729 1 688 054 8 241 675 8 241 675 8 241 675 8 241 675 8 241 675 8 241 675 8 241 675 8 241 675 8 241 675 8 241 675 5 191 009 13 432 684 6 076 264 -42 516 672 5 191 009 13 432 684 5 425 236 -37 091 436 5 191 009 13 432 684 4 843 960 -32 247 476 5 191 009 13 432 684 4 324 965 -27 922 511 5 191 009 13 432 684 3 861 576 -24 060 936 5 191 009 13 432 684 3 447 835 -20 613 100 5 191 009 13 432 684 3 078 424 -17 534 676 5 191 009 13 432 684 2 748 593 -14 786 083 5 191 009 13 432 684 2 454 101 -12 331 981 5 191 009 13 432 684 2 191 162 -10 140 820 96 17 18 19 20 21 22 23 24 25 1 782 950 1 782 950 1 782 950 1 782 950 1 782 950 1 782 950 1 782 950 1 782 950 1 782 950 5 176 571 8 205 076 1 205 692 14 587 339 5 176 571 8 205 076 1 205 692 14 587 339 5 176 571 8 205 076 1 205 692 14 587 339 5 176 571 8 205 076 1 205 692 14 587 339 5 176 571 8 205 076 1 205 692 14 587 339 5 176 571 8 205 076 1 205 692 14 587 339 5 176 571 8 205 076 1 205 692 14 587 339 5 176 571 8 205 076 1 205 692 14 587 339 5 176 571 8 205 076 1 205 692 14 587 339 479 002 509 261 988 263 479 002 509 261 988 263 479 002 509 261 988 263 479 002 509 261 988 263 479 002 509 261 988 263 479 002 509 261 988 263 479 002 509 261 988 263 479 002 509 261 988 263 479 002 509 261 988 263 548 108 1 043 712 1 591 820 548 108 1 043 712 1 591 820 548 108 1 043 712 1 591 820 548 108 1 043 712 1 591 820 548 108 1 043 712 1 591 820 548 108 1 043 712 1 591 820 548 108 1 043 712 1 591 820 548 108 1 043 712 1 591 820 548 108 1 043 712 1 591 820 18 950 371 18 950 371 18 950 371 18 950 371 18 950 371 18 950 371 18 950 371 18 950 371 18 950 371 -884 237 -7 386 -312 000 -1 886 500 -739 510 -5 191 009 -9 020 641 -884 237 -7 386 -312 000 -1 886 500 -739 510 -5 191 009 -9 020 641 -884 237 -7 386 -312 000 -1 886 500 -739 510 -5 191 009 -9 020 641 -884 237 -7 386 -312 000 -1 886 500 -739 510 -5 191 009 -9 020 641 -884 237 -7 386 -312 000 -1 886 500 -739 510 0 -3 829 633 -884 237 -7 386 -312 000 -1 886 500 -739 510 0 -3 829 633 -884 237 -7 386 -312 000 -1 886 500 -739 510 0 -3 829 633 -884 237 -7 386 -312 000 -1 886 500 -739 510 0 -3 829 633 -884 237 -7 386 -312 000 -1 886 500 -739 510 0 -3 829 633 9 929 729 1 688 054 9 929 729 1 688 054 9 929 729 1 688 054 9 929 729 1 688 054 15 120 738 2 570 525 15 120 738 2 570 525 15 120 738 2 570 525 15 120 738 2 570 525 15 120 738 2 570 525 8 241 675 8 241 675 8 241 675 8 241 675 12 550 212 12 550 212 12 550 212 12 550 212 12 550 212 5 191 009 13 432 684 1 956 394 -8 184 425 5 191 009 13 432 684 1 746 781 -6 437 645 5 191 009 13 432 684 1 559 626 -4 878 019 5 191 009 13 432 684 1 392 523 -3 485 496 0 12 550 212 1 161 643 -2 323 853 0 12 550 212 1 037 181 -1 286 672 0 12 550 212 926 055 -360 618 0 12 550 212 826 834 466 217 0 12 550 212 738 245 1 204 462 97 Appendix 11: The need, fuel, cost and distance shown for every industry. Costs for pipe installation and annual costs are shown in red and incomes from the industries and annual incomes for a plant are shown in blue (see 6.2) INDUSTRY FACT Industries 1 2 3 4 5 6 7 8 Condensate Total Fuel Electricity Gas Natural/Elec Diesel/Elec Gas Natural Gas Natural Diesel Biomass/Elec Coal/Fuel Oil Industries 1 2 3 4 5 6 7 8 100 MW 60 MW Green energy, steam [€/year] 376 21 918 82 768 67 489 50 412 15 997 33 518 278 565 505 123 272 478 Need of Steam [MWh/Year] 0 3479 29974 39287 0 6750 85640 120960 Need of Cooling [MWh/Year] 348 4640 10862 0 29346 0 31035 0 286090 76231 INCOMES FROM INDUSTRIES Green energy, electricity [€/year] Steam [€/year] 0 0 0 125 357 0 1 301 791 0 1 415 585 0 2 248 058 0 281 852 0 2 832 433 0 4 358 473 0 12 563 549 8 205 076 Max Steamflow [tonne/h] 0,00 0,52 8,27 8,13 14,08 1,42 23,62 25,44 2,00 83,5 Cooling [MW] 0,14 0,56 1,72 0,00 0,00 0,00 4,90 0,00 Extra distance [m] 1500 600 2900 500 300 650 1500 3800 Todays costs for industries Distance Cost from Plant electricity [m] [€/MWh] 1500 80,00 600 87,35 2900 80,00 500 0,00 300 0,00 650 0,00 1500 80,00 3800 0,00 Cost steam [€/MWh] 0,00 43,68 50,61 43,68 43,68 50,61 38,54 43,68 Reduced price by 10 % Cost electricity Cost steam [€/MWh] [€/MWh] 22,5 0,00 78,62 39,31 22,5 45,55 0 39,31 0 39,31 0 45,55 22,5 34,69 0 39,31 7,315648 COST CONNECTING INDUSTRIES Cooling [€/year] 7 830 364 778 244 402 0 0 0 698 290 0 1 205 692 1 205 692 Steam pipe costs [€] 490 559 196 223 948 413 163 520 78 840 170 820 340 179 1 242 749 3 631 302 2 388 554 Condensate pipe costs [€] 1 360 862 544 345 2 631 001 377 256 147 022 318 547 735 108 1 862 274 7 976 414 6 114 141 Cooling pipe costs [€] 432 000 172 800 835 200 144 000 86 400 187 200 432 000 0 2 289 600 2 289 600 Total Work costs Cooling Tower + AKM investment [€] [€] connection[€] 50 353 20 141 97 350 16 784 10 071 21 820 50 353 127 562 528 417 1 215 153 15 641 728 266 872 1 215 153 12 275 161 98 Annual Incomes 60 MW 100 MW Gate fee [€/year] 1 782 950 2 971 584 Electricity, to 14.5 bar [€/year] 4 623 830 7 706 383 Electricity, 14.5-0.5 bar [€/year] 552 741 1 445 014 Total Electricity income 5 176 571 9 151 396 No deposit [€/year] 479 002 798 336 Green Energy, SIC [€/year] 236 782 418 596 Total Green Energy [€/year] 509 261 923 719 ERNC benefit [€/year] 548 108 969 029 Payment for installation [€/year] 1 043 712 1 761 264 Annual Costs 60 MW 100 MW Costs employees [€] Water [€] 884 237 884 237 Internal Electricity Total Yearly Chemicals Maintenance Use cost 7 386 312 000 1 830 900 739 510 3 774 033 12 309 520 000 2 323 681 1 307 342 5 047 569 99 Appendix 12: Equation below is used to calculate the pressure drop inside steam pipes. The dP is as well shown between the different industries. (see 6.1.4.4.1) The pressure drop in saturated steam distribution pipes can be calculated as dp = 0.6753*106*q2*l*(1 + 91.4/d) / ρ*d5 where dp = pressure drop (Pa) q = steam flow rate (kg/h) l = length of pipe (m) d=pipe inside diameter (m) ρ=steam density (kg/m3) Pressure loss over the distance [bar] Investment as a function of the pipe size € Distance [m] Pressure required at industry [bar] Need of steam Steamflow [kg/h] [kg/h] 406 mm 323 mm 273 mm 406 mm 323 mm 273 mm P to 1 1500 No need 0 56020 0,48 1,58 3,84 490 559 394 199 340 179 1 to 2 600 7 0 56020 0,19 0,64 1,53 196 223 157 680 136 072 2 to 3 2900 10 518 55502 0,96 3,15 7,59 948 413 762 118 657 680 3 to 4 500 10 8270 47232 0,12 0,39 0,95 163 520 131 400 113 393 4 to 5 300 12 8127 39105 0,05 0,17 0,41 98 112 78 840 68 036 5 to 6 650 12 14080 25025 0,05 0,15 0,36 212 575 170 820 147 411 6 to 7 1500 10 0,10 0,34 0,81 490 559 394 199 340 179 1,95 6,41 15,49 at 7 Plant to 8 3800 12,5 1416 23609 23609 X 25438 25438 Distance from plant to where the pressure needs to be 12 bar 6450 100 Appendix 13: Amount of steam that condensate on between the industries. Heat loss is shown in 6.1.4.4.2. The cost and the diameter satisfying the conditions in 6.1.4.4.2 are as well shown in the appendix. Condensation Pipe investment 7-6 6-5 5-4 4-3 3-2 2-Plant Total Steam condensating in form of heat losses [tonne/distance] 0,13 0,06 0,10 0,58 0,12 0,30 1,30 Total amount of steam inside the pipes at the different industries [tonne] 23,72 25,20 39,38 48,09 56,48 57,30 57,30 Diameter Condensation pipes [mm] 711 711 914 1016 1016 1016 Investment cost [€/distance] 1 053 655 147 022 377 256 2 631 001 544 345 1 360 862 6 114 141 Condensation Pipe diameter [mm] Cost [€/m] 711 490,07 813 603,27 914 754,51 1016 907,24 101 Appendix 14. Specification of flue gas cleaning system from Alstom referred to in chapter 6.1.2 102 103 104